Jak spárovat páječku? Jak spárovat dráty, mikroobvody
Spárování se týká způsobu vytvoření trvalého kloubu zavedením roztaveného materiálu do kontaktní oblasti s bodem tavení nižší než je teplota materiálů spojovaných částí. Můžete se naučit, jak spájkovací pájecí páku spářit technologií v praxi. 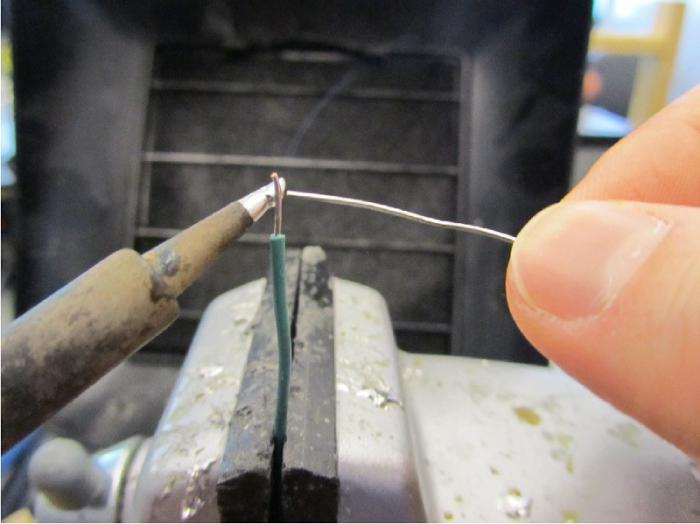
Účel zařízení
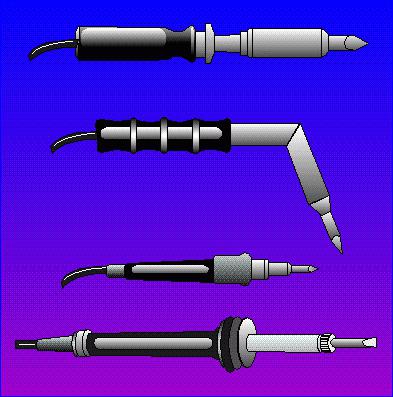
Elektrická páječka je k dispozici s napájecím napětím od 12 do 220V. Konstrukce s nízkým výkonem se obtížně vyrábí za vysokého napětí, protože vyžaduje mnoho vrstev tenkého drátu, což vede ke zvýšení velikosti. Navíc je vybrán na základě podmínek bezpečnosti práce.
Výkon páječky je vhodný pro zvedání pomocí jednoduché tabulky:
Napájení W | Účel pájení |
5-20 | Tranzistory, diody, mikroobvody |
40-50 | Běžné elektrické práce |
více než 50 | Pájení velkých částí |
Optimální teplota bodnutí je udržována ručně nebo automaticky. K tomu použijte tyristorové regulátory.
Chcete-li prodloužit životnost konce páječky, můžete kované. V tomto případě bude měď méně rozpustná v pájce. Před použitím pájecího pásu je bodák vytvarován do souboru. Nejběžnější jsou úhlové a řezané. Nůžovitý tvar je připojen na konec, aby se současně spájelo několik kontaktů mikroobvodových nebo konektorových kolíků. 
Nástroje
Před pájením pomocí páječky by pracoviště mělo být vybaveno potřebnými nástroji:
- Stůj . Ohřáté zařízení se nachází na stojanu. Slouží také k uchycení toku a je platformou pro práci s dráty. "Krokodýl" je navíc k němu připevněn kusem pěnové gumy pro čištění bodnutí.
Ad
- Stativ . Zahrnuje klipsy ("krokodýly"), které se mohou pohybovat ve výšce a otáčet, vana s kalafunovou omítkou, držák páječky.
- Sada nástrojů . Je třeba udržovat součásti, dávají drátu předem určený tvar, vyčistit povrchy pájky. Mezi takové nástroje patří pinzety, kleště, kleště, kulaté kleště, pilníky, nůž, brusný papír.
Pájecí tajemství
Použití materiálů pro zamýšlený účel. Cín může být použit pro pájení. Jeho teplota tání je však 230 ° C. Během instalace rádia mohou být součásti, které se mají připojit, v důsledku přehřátí selhat. Cínová slitina s olovem se stává kapalinou při teplotě 180-200 ºС. Navíc je levnější a kvalita připojení není horší. Čistý cín se používá hlavně při opravě kontejnerů. Při instalaci rozhlasových přístrojů se používá páječka značky POS-61, kde číslo udává procento cínu. Tavidla se používají k odstranění oxidů z křižovatky. Klempíři používají kyseliny, které nejsou vhodné pro elektrické připojení. Pro ně je třeba použít toky, které nezničí kontakty. Jak spárovat páječku s kalafunovou pryskyřicí, která se nejčastěji používá k ochraně sloučenin před oxidací?
 Jedná se o pasivní tok a musí neustále chránit roztavenou pájku před kontaktem se vzduchem, zabraňuje vzniku oxidů, ale neodstraňuje je z povrchu. Trubicová pájka naplněná uvnitř pomocí kalafuny je vhodná pro provoz. U těžko dostupných míst se používá alkoholový roztok.
Jedná se o pasivní tok a musí neustále chránit roztavenou pájku před kontaktem se vzduchem, zabraňuje vzniku oxidů, ale neodstraňuje je z povrchu. Trubicová pájka naplněná uvnitř pomocí kalafuny je vhodná pro provoz. U těžko dostupných míst se používá alkoholový roztok. Špička páječky musí být vyčištěna a pokryta vrstvou pájky , aby oxidové usazeniny neporušovaly práci.
Kontaktní plochy jsou předem vyčištěny a konzervovány. Pak je spojení spolehlivé a trvanlivé.
Podrobnosti by měly být správně připojeny a teplé místo pájení.
Jak používat páječku?
Cizí látky se odstraňují z povrchů částí odstraňováním brusného papíru a odmašťováním acetonem nebo benzínem.
Sting je vyčištěn z oxidů a hoří se spisem, tyčemi nebo brusným papírem.
Páječka se ohřeje, její konec je pokryt kalafní a pak konzervován. Chcete-li to provést, pájte na bodnutí bílo dřevěným barem. Celá pracovní plocha by měla získat charakteristickou stříbrnou barvu.
Ad
Ohřívá pájku. Malá část je ve formě kapičky aplikována na křižovatku a vyrovnána. Je-li to nutné, přidá se do požadovaného množství, dokud neuzavře kontaktní místo. Oblast připojení se zahřívá. Jak spárovat dráty? Kontakt stingeru s vodičem by měl být co možná největší a ne špičkou, jak to dělají nezkušení inženýři. V tomto případě by měla kalafuna stále zůstat na pádu pájky tak, aby její oxidace nezačala. Pájecí proces se provádí v jednom kroku. Pokud je bodnutí několikrát stisknuto zpět na část a opětovně stlačeno, pájka se z důvodu oxidace zesvětlí, protože koks byl dříve vypařen. Při procesu chlazení musí být části upevněny. Když jsou dráty přemístěny, když pájka ještě neztuhla, v ní jsou vytvořeny mikrotrhlinky, které zhoršují pevnost spojení a vytvářejí další elektrický odpor.
Ad
Zbytky kalafuny se odstraňují štětcem navlhčeným alkoholem.
Pájecí drát
Budeme rozumět, jak spárovat dráty pájecího železa. Za prvé, jejich cíle, které mají být spojeny, jsou osvobozeny. Připojte dráty, je důležité zahřát. K tomu by měla velikost špičky odpovídat rozměrům součástí. Pokud je páječka příliš velká, bude se v průběhu provozu poškodit sousední prvky. S malou velikostí bude spárování nespolehlivé, protože díly se obtížně ohřívají.
Příprava drátu spočívá v odstranění izolace z jejího konce. Odstraňuje se nožem nebo nožem. Lankovaný vodič by měl být zkroucený tak, aby nevytáhl jednotlivé části, a zaludit. K tomu je spuštěn do vany s kalafunovou kosticí, kapka pájecího pásku se odebírá pomocí páječky a provádí se několikrát na měděných vodičích. Při procesu cíjení musí být vodič ohříván a otočen do krytu byl ze všech stran. Při přípravě na další práci se konzervovaný konec ponoří do roztavené pryskyřice a je tak "lakován". Jeho přebytek může být snadno odstraněn ručně.
Ad
Pájka je slabá slitina a praskne z malých břemen. Připojené vodiče jsou předem vyčištěny a zkrouceny. K tomu musí mít společnou osu. Jejich centra by měla být kombinována, po níž se jeden drát zkroutí po délce druhého. Podobná operace se provádí s druhým koncem. Na kloub se aplikuje tavenina kalafuny a pak pájka. Twist by se měl zahřát na 2-3 sekundy. 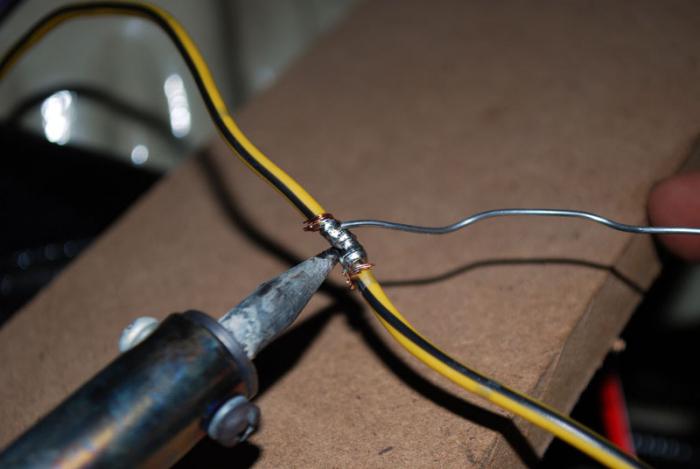 Pokud je nedostatečné množství pájky, je nutné přidat povlak tak, aby byl stejnoměrný a lesklý. Mnozí nechápou, proč se připojení neohřívá ani se silným zařízením. Jak by se mělo v tomto případě provádět pájení? Faktem je, že se teplo šíří zezadu. Proto musí být zkroucení zahřáté dolů. Při přehřátí pájky se rozptyluje a když teplo nestačí, povlak je uvolněný.
Pokud je nedostatečné množství pájky, je nutné přidat povlak tak, aby byl stejnoměrný a lesklý. Mnozí nechápou, proč se připojení neohřívá ani se silným zařízením. Jak by se mělo v tomto případě provádět pájení? Faktem je, že se teplo šíří zezadu. Proto musí být zkroucení zahřáté dolů. Při přehřátí pájky se rozptyluje a když teplo nestačí, povlak je uvolněný.
Monovláknité dráty se zbaví lesku a namočí se do kalafuny. Pak jsou připojeny a zahřívány na 3-5 sekund. a dát pájku. Na holém drátu na smršťovací hadici většího průměru, který se snižuje od zvýšené teploty, po které se vytvoří spolehlivá izolace. Pokud se hrot rychle ochladí, použije se k zahřívání zapalovač. Když jste zvládli, jak propojit dráty, můžete postupovat k složitějším operacím.
Ad
Spojování měděných a hliníkových drátů je nepřijatelné kvůli rozptylu tepla v odporu kontaktů. Jsou upevněny prostřednictvím mezilehlého prvku, kterým může být šroubový spoj s oddělením podložkami, svorkovnicí, vrstvou jiného kovu. Pájení pro pájení hliníku na bázi cínu je také vhodný pro měděný drát a může být pro ně spolehlivou mezivrstvou.
Pájecí rozhlasové komponenty
Spike s rádiovým prvkem se vytváří zkroucením nebo překrytím, například pomocí chladiče, například pinzety. Ohřev mnoha částí elektrického obvodu nesmí překročit 70 ºС po dobu delší než 3 sekundy.
Zapnuto deska s plošnými spoji místo instalace kolem otvoru je pokryto vrstvou pájky. Poté je do něj vložen konec vodiče, který je opatřen pocínovaným a kolonizovaným povlakem. Ohřívá se a navlhčuje přidanou kapkou pájky. Sting by se měl týkat současně výstupu a stopy desky. Přebytečná pájka se snadno odstraňuje měděným opletem. Práce se provádí kvalitativně, když všechny pájecí body jsou navzájem podobné. Závěry rádiových prvků jsou složeny a zasunuty do otvorů desky. Konce na zadní straně jsou mírně ohnuté, takže část nevypadá.
Páková žehlička nemůže být dlouhodobě suchá. Je pokrytá vrstvou oxidů a sting musí být vyčištěn a zkonzervován znovu. Na konci by měla vždy existovat vrstva roztavené kalafuny a v dlouhých intervalech mezi prací by měla být páječka vypnuta. Také je stará pájka pravidelně odstraňována.
Prvky desek různých zařízení mohou selhat pod akcí statická elektřina. Aby nedošlo k jejímu výskytu, musí být tělo páječky uzemněno.
Práce s čipy
Zvažte, jak správně pájit čip. Proces má některé zvláštnosti. Chips odolává přehřátí. V kloubech by neměla být nadměrná pájka. K tomu použijte páječku pro třísky s ohříváním teploty.
Souběžné zahřívání kontaktů se provádí pomocí sušičky s tryskami. Místo na desce musí být vyčištěno. Pro tento účel je vhodný aceton nebo univerzální rozpouštědlo laků. Potom je vysoušeč vlasů zapnutý a jeho teplota je nastavena na 330-370 ° C. Při minimální rychlosti se čip zahřeje a okamžitě se odstraní pinzety po roztavení kontaktů. Pak je oblast pájení natřena tavidlem a nový čip je nainstalován namísto vadného. Když je zahříván s vysoušečem vlasů, lehce klesá od tavení kontaktů, což je signál o konci operace. Spárová skvrna se otírá acetonem, aby se odstranily zbytky toku. Výkonné kontakty lze dodatečně zahřívat pomocí páječky.
Kdy bude zvládnut jednoduchý pájecí páječka Můžete přepínat na složité sloučeniny, například různé kovy používající plyn, pece nebo impulsní ohřev.

Hliníkové pájení
Těžkosti při pájení hliníku jsou spojeny s nízkým bodem tání (660 ° C) a odolným oxidovým filmem. Části se ohřívají v peci nebo hořáku s plamenem. Jejich příprava spočívá v odstraňování mastnoty rozpouštědlem av mechanickém čištění smirkovým papírem, brusné kolo nebo kartáčovaná nerezová ocel. V tomto případě se znovu vytvoří oxidový film, ale jeho tloušťka je mnohem menší než předchozí. Poté se na křižovatku aplikuje tavidlo a ohřeje se na teplotu tání pájky. Tyč elektrody se dotýká křižovatky, dokud se neroztaví. 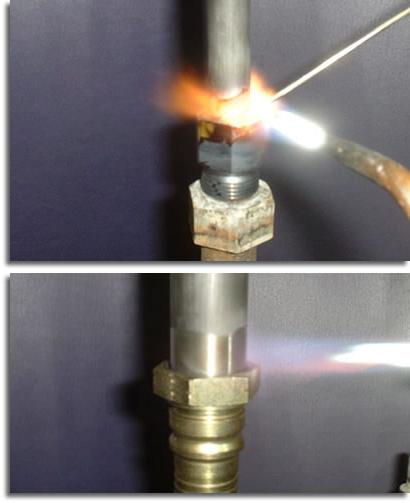
Pájka pro pájení hliníku při teplotě 150-400 ° C může být založena na zinku, cínu, kadmiu (nízkotající). Slabě odolává korozi a vyžaduje další nátěry. Žáruvzdorné pájky, jako je silumin (590-600 ° C), 34A (530-550 ° C) a další, jsou spolehlivější a používají se častěji. Hliníkové slitiny mají nižší teplotu tání. Jsou spájeny s topením pece, které je přesněji regulováno.
Závěr
Jak spárovat dráty a žetony z pájecího železa? Odpověď na tuto otázku znamená především důkladnou přípravu nástroje a částí. V procesu vytváření trvalého spojení by měla být vrstva roztavené pájky vždy chráněna tavidlem. Pro každou operaci je zvolena páječka s příslušným výkonem a tvarem pracovní plochy špičky. Při správném připojení součástí a udržování teplotního režimu je pájení spolehlivé a delší dobu.