Přesné investiční odlévání doma: technologie, výhody a nevýhody
Investiční casting (LVM) je průmyslový proces, který se také nazývá odlití nebo lití vosku. Formulář se sbalí po odstranění produktu. Tavené modely se široce používají v oblasti strojírenství a uměleckých odlitků.

Rozsah
Vlastnosti technického procesu umožňují aplikovat metodu LVM v širokém rozsahu: od velkých podniků až po malé dílny. Je také možné odlévat investiční casting doma, pro osobní a komerční účely pro výrobu detailů, suvenýrů, hraček, částí designérů, šperků. Téměř všechny kovy mohou být použity jako plnivo:
Ad
- ocel (legovaná a uhlíková);
- slitiny neželezných kovů;
- litina;
- vzácné kovy;
- slitiny, které nelze obrobit.
Technologie je však univerzální - je docela možné vytvořit relativně velké struktury složitých tvarů. Pro usnadnění procesu využívají specializované vybavení pro investiční casting a 3D modelování pomocí specializovaných programů.
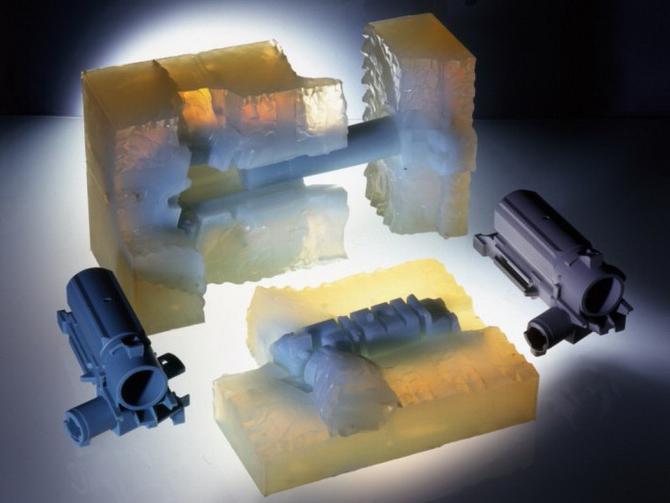
Keramické odlévání
V závislosti na požadavcích na výrobky, které používají odlišnou, nejvhodnější technologii. Přesné odlévání (TLVM) umožňuje dosáhnout co nejsložitějšího uspořádání odlitku s vysokou přesností, s minimální tloušťkou stěny a drsností povrchu. Pro model TLVM je voskový model ponořen do kapalné směsi založené na keramice. Keramická směs vysuší a tvoří plášť licí formy. Tento proces se opakuje až do dosažení požadované tloušťky. Vosk se potom odstraní v autoklávu. Tato metoda se však vyznačuje vysokými náklady, trváním technologického procesu, uvolňováním škodlivých látek ve výrobní oblasti a znečištěním životního prostředí zbytky keramických forem.
Ad
Odlévání z HTS
V mnoha případech, když se vyrábí řemesla doma, není požadována nízká drsnost u odlitků složité konfigurace a u mnoha uměleckých odlitků je povrch s rovnoměrnou drsností nejen přípustný, ale je i návrhovým řešením. V tomto případě je vhodné použít investiční casting.
Technologie vyvinutá pro výrobky, které nevyžadují hladké povrchy, je poměrně jednoduchá. Takový povrch může být získán odléváním do forem z chladných kalených směsí (HTS). Tento proces je mnohem jednodušší, levnější a šetrnější k životnímu prostředí.
Tato metoda investičního lití však neumožňuje výrobu složitých odlitků za použití modelů investičního lití. To je vysvětleno skutečností, že během pocení postavy zůstává podstatná část modelového složení v dutině formy a může být odstraněna pouze kalcinací. Svítící, tedy zahřívání na teplotu vznícení, modelové složení vede k zničení pojivové pryskyřice XTC. Když se kov vylije do formy se zbytky modelového složení, spálí, což vede k uvolnění kovu z formy.
Použití kapalných směsí
Vyrovnání nevýhod technologie HTS při výrobě některých typů odlitků umožňuje lití v kapalných skleněných směsích kapalným katalyzátorem (LCS LC). Tyto směsi s obsahem kapalného skla v množství 3-3,5% a katalyzátorem asi 0,3% hmotnostních pískové báze se začaly používat v zahraničí na počátku 80. let a stále se používají. Podle údajů z výzkumu se tyto směsi, na rozdíl od prvotřídní CSH, vyznačují svou ekologickou čistotou, dobrým vyřazením a nevýznamným spalováním na odlitcích.
Ad
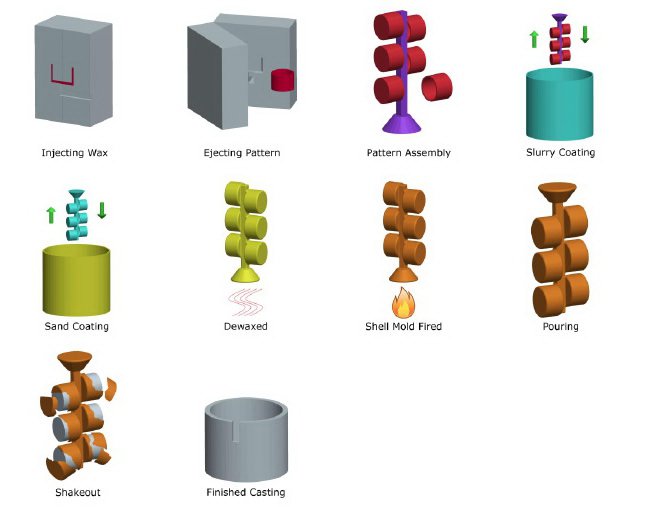
Ztráta voskového odlitku: technologie
Proces LVM zahrnuje operace přípravy modelových kompozic, tvorby modelů odlitků a vtokových systémů, dokončení a řízení velikosti modelů a další sestavení do bloků. Modely jsou zpravidla vyrobeny z materiálů, které představují vícesložkové kompozice, kombinace vosků (směs parafin-stearinu, přírodní pevné vosky apod.).
Při výrobě modelových kompozic použitých až do výtěžku 90% shromážděných při tavení voskových modelů z forem. Návrat modelového složení by měl být nejen obnovován, ale také periodicky regenerován.
Výrobní modely se skládají ze šesti stupňů:
- přípravu forem;
- zavedení do kompozice modelu dutiny;
- držení modelu k vytvrzování;
- demontáž a demontáž modelu;
- ochlazení na pokojovou teplotu.
Technologické vlastnosti
Podstata LVM spočívá v tom, že se silikonový nebo voskový model roztaví z obrobku zahříváním a volným prostorem se naplní kov (slitina). Technologie procesu má řadu vlastností:
- Při výrobě formovacího písku jsou široce používány suspenze složené ze žáruvzdorných jemnozrnných materiálů držených spolu s pojivovým roztokem.
- Pro nalévání kovů (slitin) se používají jednodílné formy, které se získají aplikací žáruvzdorného povlaku na model, jeho sušením dalším roztavením modelu a kalcinací formy.
- Jednorázové modely se používají pro odlitky, protože jsou zničeny při výrobě forem.
- Díky jemnozrnným žáruvzdorným prachovým materiálům je zajištěna dostatečně vysoká kvalita povrchu odlitků.
Přínosy LVM
Výhody investičního castingu jsou zřejmé:
- Všestrannost. Pro odlévání výrobků můžete použít jakýkoli kov a slitiny.
- Získání konfigurace jakékoli složitosti.
- Vysoká čistota povrchů a přesnost výroby. To umožňuje 80-100% snížení následného nákladného zpracování kovů.
Nevýhody LVM
Navzdory pohodlí, všestrannosti a slušné kvalitě výrobků není vždy vhodné používat investiční casting. Nevýhody jsou způsobeny zejména následujícími faktory:
- Doba trvání a složitost procesu odlévání.
- Nadhodnocený tvarovací materiál.
- Velké zatížení životního prostředí.

Příklad provedení výrobku doma: přípravná fáze
Tuzemský odlitek v domácnosti nevyžaduje důkladnou znalost metalurgie. Začneme, připravíme model, který chceme v kovu opakovat. Hotový produkt bude použit jako rozvržení. Také číslo může být vyrobeno nezávisle na jílu, vyřezávané plastelíny, dřevo, plasty a jiné hutné plastické hmoty.
Namontujte model uvnitř sevřený svorkami nebo sklopným pláštěm. Je vhodné použít transparentní plastovou krabici nebo speciální formu. K vyplnění formy používáme silikon: poskytuje vynikající detaily, proniká do nejmenších trhlin, otvorů, dutin a vytváří velmi hladký povrch.
Ad

Druhý stupeň: silikonová výplň
Je-li požadováno přesné lití, nemůžete bez kapalného kaučuku vyrobit formu. Silikon se připravuje podle pokynů smícháním různých složek (obvykle dvou) a následným zahříváním. Chcete-li odstranit nejmenší vzduchové bubliny, doporučujeme umístit zásobník kapalným kaučukem po dobu 3-4 minut do speciálního přenosného vakuového přístroje.
Naplňte hotovou tekutou gumu do nádoby modelem a znovu proveďte vakuum. Pro následné vytvrzení silikonu bude trvat čas (podle pokynů). Použité průsvitné materiály (nádoby a samotný silikon) umožňují sledovat proces tváření formy.
Demontujte pryžovou gumu s modelem uvnitř nádrže. K tomu uvolněte svorku (pouzdro) a oddělte obě poloviny krabice - silikon se snadno posouvá z hladkých stěn. Pro úplné ztuhnutí kapalné gumy trvá 40-60 minut.
Ad
Třetí etapa: vytvoření voskového modelu
Investiční lití zahrnuje tavení tavitelného materiálu a nahrazení prostoru tvořeného roztaveným kovem. Protože vosk se snadno roztaví, používáme ho. To znamená, že dalším úkolem je vytvořit voskovou kopii původního modelu. K tomu došlo k vytvoření gumové formy.
Opatrně vyjměte silikonový polotovar a vysuňte model. Tam je malé tajemství: s cílem později přesně propojit tvar, je doporučeno dělat řez není hladký, ale cikcak. Připojené části formuláře se nepohybují v rovině.
Vyplňte prostor v silikonové formě kapalným voskem. Pokud je výrobek připraven pro sebe a nevyžaduje vysokou přesnost páření součástí, můžete vosk odlévat odděleně do každé poloviny a poté po ztuhnutí spojit obě části. Pokud je nutné přesně zopakovat siluetu modelu, jsou polštářky gumy připojeny, pevné a horký vosk je čerpán do výsledné dutiny pomocí injektoru. Když vyplní celý prostor a vytvrdí, rozebíráme silikonovou formu, získáváme voskový model a opravíme chyby. Bude sloužit jako prototyp hotového kovového výrobku.
Čtvrtá fáze: tváření
Nyní je třeba z vnějšího povrchu voskového tvaru vytvořit tepelně odolnou, odolnou vrstvu, která se po roztavení vosku stává formou pro kovovou slitinu. Vyberte metodu investičního lití pomocí směsi cristobalitu (modifikovaný křemen).
Model tvoříme v kovové válcovité baňce (zařízení, které drží lisovací směs při její zhutnění). Namontujte pájený model do formy pomocí vtokového systému a nalijte směs na bázi krystobalitu. Abychom vytlačili vzduchové kapsy, umístíme je do zařízení s vibračním vakuem.
Závěrečná fáze
Když je směs zhutněna, zůstává roztavit vosk a nalijte kov do volného prostoru. Proces lití na investiční lití doma se nejlépe provádí pomocí slitin, které se taví při relativně nízkých teplotách. Slévárenský silumin (silikon + hliník) je perfektní. Materiál je odolný a tvrdý, ale křehký.
Po nalití roztaveného siluminu čekáme, až se vytvrdí. Poté produkt vyjměte z výkopu, odstraňte sprue a vyčistěte jej ze zbytků tvarovací směsi. Před námi - téměř hotová část (hračka, suvenýr). Navíc může být broušena a leštěna. Pokud jsou zbytky slévárny pevně uchyceny v drážkách, měly by být odstraněny vrtákem nebo jiným nástrojem.
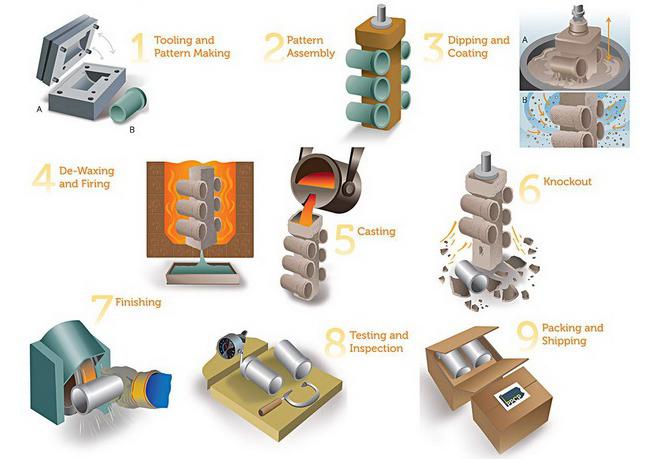
Investiční casting: výroba
Trochu jinak se provádí LVM pro výrobu kritických částí se složitým tvarem a (nebo) tenkými stěnami. Odlévání hotového kovového výrobku může trvat týden až měsíc.
Prvním krokem je voskování formuláře. V podnicích se pro tento účel často používá hliníková forma (analogová silikonová forma, která je uvedena výše) - dutina má tvar části. Na výstupu se získá voskový model, který je mírně větší než konečná část.
Dále bude model sloužit jako základ pro keramickou formu. Měla by být také o něco větší než konečná část, protože se po ochlazení kovu zmenší. Potom pomocí horké páječky je do modelu vosku připájen speciální systém pro vkládání (také z vosku), pod kterým se horký kov nalije do dutiny formy.
Výroba keramické formy
Dále je struktura vosku ponořena do kapalného keramického roztoku, nazývaného skluzu. To se provádí ručně, aby se předešlo poruchám v odlévání. Pro pevnost skluzu je keramická vrstva zpevněna postřikem jemného píku zirkonu. Teprve poté je obrobek "důvěryhodný" automatikou: speciální mechanismy pokračují v postupném procesu postřiku hrubšího písku. Pokračuje práce, až keramická písková pevná vrstva dosáhne předem stanovené tloušťky (obvykle 7 mm). Při automatizované výrobě trvá 5 dní.
Casting
Nyní je polotovar připraven rozpustit vosk z formy. Ten je umístěn po dobu 10 minut v autoklávu plném horké páry. Vosk se roztaví a zcela vysuší ze skořápky. Na výstupu získáváme keramickou formu, která zcela opakuje tvar dílu.
Když keramo-písková forma vytvrdí, provádí se odlévání kovů na investičním odlévání. Předběžná forma se zahřívá po dobu 2-3 hodin v troubě tak, aby nedošlo k praskání při nalévání horké vody do teploty 1200 ° C kovy (slitiny).
Roztavený kov vstupuje do dutiny formy, která se následně nechá vychladnout a postupně se vytvrdí při pokojové teplotě. K chlazení hliníku a jeho slitin trvá 2 hodiny, 4-5 hodin u ocelí (litiny).
Dokončení
Ve skutečnosti končí investiční casting. Po ztuhnutí kovu se obrobek umístí do speciálního vibračního stroje. Keramická podložka praskne a rozpadá se od jemných vibrací, zatímco kovový výrobek nezmění svůj tvar. Následně probíhá finální zpracování kovového polotovaru. Zpočátku je systém odlévání kovu odřezán a místo styku s hlavním dílem je pečlivě broušeno.
Nakonec řídicí jednotky kontrolují, zda rozměry výrobku odpovídají rozměrech uvedeným ve výkresu. Hliníkové části jsou měřeny za studena (při pokojové teplotě), ocelové části jsou předehřívány v peci. Odborníci používají různé nástroje pro testování a měření: od jednoduchých šablon až po komplexní elektronické a optické systémy. Pokud je parametr odhalen, je položka odeslána buď k revizi (opravitelné vadě) nebo k přetavování (neodstranitelné manželství).
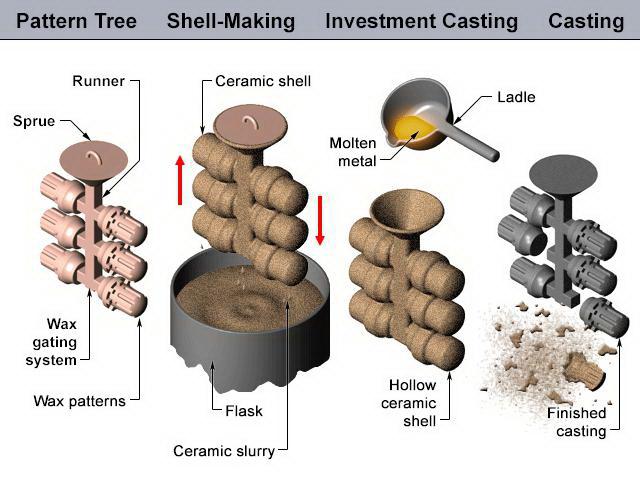
Sprue systém
Konstrukce vtokového systému hraje vedoucí úlohu v LVM. To je způsobeno skutečností, že provádí tři funkce:
- Při výrobě obalů licích forem a bloku modelů jsou systémy vtoků nosnými konstrukcemi, které drží plášť a modely.
- Prostřednictvím kanálů kanálů sprue se tekutý kov nalévá do odlitku, když se odlévá.
- Při vytvrzování systém provádí funkci zisku (prvek dodávek, kompenzuje smrštění kovu).
Odlévací plášť
V procesu LVM je klíčem vytvoření vrstev tvaru skořepiny. Proces vytváření obalu je následující. Na povrchu bloku modelů, nejčastěji ponořením, se nanese kontinuální tenký film suspenze, který je pak posypán pískem. Závěs, přilepený na povrch modelu, přesně reprodukuje jeho tvar a brusný prach je v suspenzi zaváděn, zvlhčen a fixován ve formě tenké vrstvy (první nebo pracovní vrstvy). Nepracující drsný povrch pláště vytvořeného křemičitým pískem podporuje dobrou přilnavost následujících vrstev závěsu s předchozími vrstvami.
Důležitými indikátory, které určují pevnost formy, jsou viskozita a tekutost suspenze. Viskozita může být upravena zavedením určitého množství plniva (plnosti). Současně s nárůstem plnosti kompozice se snižuje tloušťka mezivrstev spojovacího roztoku mezi práškovými částicemi, snižuje se srážení a negativní účinky způsobené tímto složením, jakož i pevnostních vlastností pláště.
Použité materiály
Materiály pro výrobu pláště jsou rozděleny do následujících skupin: základní materiály, pojidla, rozpouštědla a přísady. První jsou práškové, používají se pro přípravu závěsů a písky určené k postřikování. Jsou to křemen, šamot, zirkon, magnezit, šumotka s vysokým obsahem oxidu hlinitého, elektrokorund, hromomagnezit a další. Křemen je široce používán. Některé základní materiály ze skořápky se připravují ve formě připravené k použití, zatímco jiné jsou předem vysušeny, kalcinovány, mleté a prosévány. Významnou nevýhodou křemene jsou jeho polymorfní transformace, které se vyskytují s teplotou a jsou doprovázeny výraznou změnou objemu, což nakonec vede k praskání a ničení pláště.
Hladké zahřívání forem ke snížení pravděpodobnosti praskání, které se provádí v nosiči, přispívá ke zvýšení doby trvání technologického procesu a dodatečných nákladů na energii. Jednou z možností snížení prasklin během kalcinace je náhrada práškového křemičitého písku jako plniva s dispergovaným křemičitým pískem z polyfrakční kompozice. Současně se zlepší reologické vlastnosti suspenze, zvyšuje se odolnost forem proti prasklinám a snižuje se porucha blokování a poškození pláště.
Závěr
Metoda LVM se rozšířila. Používá se k výrobě složitých dílů v strojírenství, při výrobě zbraní, instalatérských, suvenýrů. Pro výrobu šperků vyrobených z drahých kovů pomocí klenotnictví na investiční lití.