Co je stroj soustruhu?
Automatický soustruh může být navržen na CNC systému nebo na běžném programovatelném ovladači. V tomto případě se zpracování provádí s pevným nástrojem, zatímco obrobek provádí rotační pohyby. Přesnost získaných obrysů se dosahuje řezáním v blízkosti upevňovacích částí dílu.
Možnosti zpracování
Konvenční podélný soustruh má pouze příčný obrobek pro pohyb nástroje. Složitější stroje jsou vybaveny revolvery s 6-12 držáky. Stroje jsou navíc vybaveny automatickými obchody, které mohou mít 40, 60, 120 buněk pro uložení vyváženého nástroje. 
Automatický soustruh je vybaven tyčovým podavačem určeným pro práci s dlouhými válcovými nebo šestihrannými předlitky. Otáčení tělesa může být zpracováno následujícími typy řezů:
- soustružení (hrubování, dokončování);
- řezání závitů;
- ořezávání;
- zahloubení;
- vrtání;
- vystružování otvorů
Těžké válcové části jsou umístěny na stolech zpevněné konstrukce, které jsou současně osou C. Palety s polotovary se pohybují pomocí automatického měniče. Jejich počet je omezen okolním prostorem kolem stroje a velikostí samotných stolů.
Principy zpracování
Automatický soustruh je vybaven výkonným uzlem otáčení - vřetenem. Může sloužit jako samostatná osa a může ovládat pozici. Tato jednotka má často zabudovaný elektromotor (evropské stroje) nebo externí, který je spojen pomocí pásu a převodovky s několika kroky. 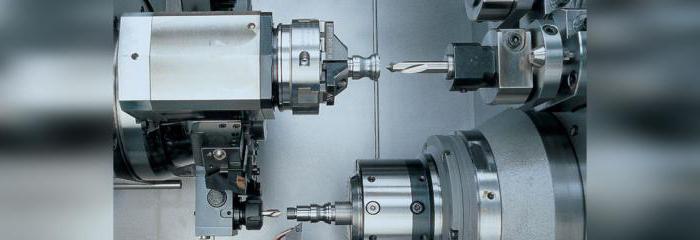
Soustruh může mít několik řízených os pro umístění nástroje, přesunutí hotové součásti do oblasti vykládky. Stroj je také vybaven dodatečnou osou otáčení, pokud technologie vyžaduje zpracování druhého konce součásti. Kontrastní vřeteno je zachyceno.
Ekonomickým řešením je jednovřetenový automatický soustruh se dvěma osami pro pohyb nástroje. To stačí pro většinu typů zpracování revolučních těles. Rozšíření možností stroje je vybaveno přídavnou vertikální osou, častěji je konstruována kluzné ložiska. Tím se dosáhne dalších stupňů volnosti při provádění komplexních děr, drážkování a obrysů.
Typy automobilů
CNC automatický soustruh může být vybaven libovolným počtem řízených os. Čím víc, tím dražší je instalace. Stupeň automatizace stroje přímo ovlivňuje rychlost zpracování a kvalitu výrobků. Elektronika stroje má standardní rozhraní, pomocí kterých se informace vyměňují za přídavné zařízení.

Další součásti potřebné pro obrábění kovů:
- brusné přístroje;
- stanice pro značení;
- dopravní prostředky: dopravníky, roboty.
Soustruhy se nazývají vodorovně nebo svisle, v závislosti na poloze osy vřetena. První typ zařízení se používá v těžkých strojích, kde mají polotovary značnou hmotnost a velikost. Druhá verze výroby strojů se doporučuje pro jednoduché a dlouhé díly.
Výrobci kovových výrobků preferují univerzální (častěji evropské) stroje, které lze v případě potřeby modernizovat (přizpůsobené měnícím se výrobním potřebám). Je-li zapotřebí otáčení určitých parametrů, doporučujeme se orientovat na asijský trh. Její zástupci se snaží co nejvíce zjednodušit zařízení při snaze snížit náklady. Současně však kvalita trpí, životnost pohyblivých částí je snížena, možnost provozu zařízení v obtížných podmínkách je vyloučena.
Možnosti stroje
Další vlastnosti strojů jsou položeny výrobci v procesu výroby zařízení. 
Možnosti zahrnují následující uzly:
- Řízená osa vřetena, lapač hotových dílů.
- Counter vřeteno
- Přídavná svislá osa šoupátka je doplněna úplnou výměnou třmenu. Doporučujeme zvolit modely, které mají tuto možnost zpočátku, aby se zabránilo obrovským investicím do budoucna, pokud potřebujete přejít na složitější součásti.
Možnosti jsou často zahrnutím dopravníku, nosového systému, systému chlazení vřetena a silnějšího tlaku chladicího média pro oblast řezu.