Co je fréza a kde se používá?
Tento článek se zaměřuje na analýzu odpovědi na otázku: "Co je fréza?" Zde budeme studovat definici tohoto předmětu, jeho účel a druhovou rozmanitost. Stručně zkontrolujte technologii výroby a vytváření povlaku povrchu pracovní části nástroje.
Úvod
V domácí a průmyslové činnosti se můžete často setkat s otázkou: "Co je mlýn?" V odpovědi můžeme říci, že se jedná o specializovaný nástroj, který má jeden nebo několik řezných nožů (také nazývaných zuby) pro frézování.
Patří mezi geometrické konstrukce, konce, šneky, konce, válcové a jiné typy forem.
V závislosti na zpracovávaném materiálu je řezačka pro dřevo, běžnou a nerezovou ocel, slitiny mědi, hliníku atd.
Frézy pro router lze také klasifikovat podle materiálu, který sloužil jako základ pro řeznou část. Například může být použita vysokorychlostní ocel, tvrdé slitiny minerální keramika, kovová keramika, diamanty a mykané dráty.
Ad
Typ struktury zařízení a zubů řezačky způsobuje oddělení těchto nástrojů do několika typů:
- tuhá látka (tvořená jedním materiálem);
- pájka (vybavená řezacími pájkami);
- svařované (ocasní a řezné části jsou vyrobeny z různých materiálů a spojeny svařováním);
- prefabrikované (díly spojené spojovacími prvky).
Samostatně se vyjímá frézovací hlava - nástroj s vyměnitelnou řadou desek z určité silné slitiny, obvykle z rychlořezné oceli. Tato řezačka se nazývá mechanická a hlavou bez čepele je tělo.
Koncept řezačky

Při zodpovězení otázky o tom, co je mlýn, bude důležité zmínit koncept koncové mlýny typu mlýna. Jedná se o řezací nástroj pracující na frézkách v průmyslových závodech. Koncový mlýn (CF) má řadu charakteristických rozdílů od vrtačky, které lze sledovat v aplikaci, geometrii a výrobním procesu. Jedním z výrazných rozdílů je schopnost KF pracovat, pohybující se v libovolném směru, zatímco vrtačka je určena pouze pro axiální pohyb. Například tato sada nástrojů se může stále lišit v podobě připevnění k vřetenovému mechanismu stroje: připevnění nožů se zpravidla provádí použitím ocasu s válcovým nebo kuželovým geometrickým tvarem.
Ad
CF jsou rozděleny do následujících typů:
- standardní, se zúbkovanou roztečí nerovného a obvodového charakteru, stejně jako s ocasem, který má tvar válce nebo kužele;
- navržený pro mechanismus s drážkou ve tvaru písmene T;
- použitý pro řadu segmentů klíčů;
- vybavené sadou korun a karbidových desek;
- klíčová tvrdá slitina;
- s klíčem válcového nebo kuželového tvaru.
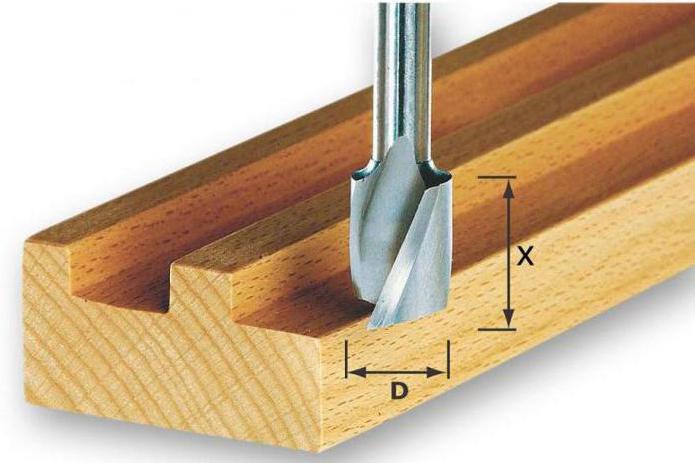
Přítomnost plochého konce

Frézy pro ruční mlýnu mohou mít plochý tvar, který se používá pro řezání, odběr vzorků a zpracování hrubého typu. Koncová část frézy je opatřena tvarem tvaru písmene U a průměr dříku a pracovních dílů často není menší než 0,2 mm. Často se jim dá dát úhlový a zaoblený tvar s poloměrem až půl milimetru. Počet zubů nejčastěji nepřesahuje šest. Fréza má cívky, které směřují čipové výboje. V závislosti na jejich směru mohou být nástroje vpravo nebo levákem, což vede čip nahoru a dolů. Stejně jako přímé linie (čipy jsou odstraněny v souladu s pohybovým vektorem) nebo hybridní.
Ad
Jedním z bodů odpovědi na otázku, co je mlýn, je určit rozsah jeho použití:
- Fréza s plochou čelní částí as jedním zubem se používá při řezání a drsné práci při zpracování materiálu.
- Fréza s plochým koncem as dvěma zuby se používá k hrubování, polotovaru a řezání.
- Fréza s plochou plochou plochou a s řadou zubů tří a více je nejčastěji používána pro odběr vzorků, zpracování při dokončování a polotovarech při práci s kovy měkkého typu, jakož i pro dva typy oceli: legované a uhlíkové.
Rohové frézy
Na výrobu jedné z jednotlivých větví výroby řezaček vyzařují úhlové. Nejčastěji se používají pro frézování s drážkami. Oni se liší v přítomnosti jedné nebo dvou hlav.
Nástroj s jedním úhlem najde jeho použití při řezání rovného drážky na mlýně nebo jiném nástroji. Dvouúhlé frézy bez symetrie se používají k frézování nejen přímých, ale i šroubových štěrbin. Ti, kteří mají symetrii, se používají pro obrábění tvarované řady drážkování.
Ad
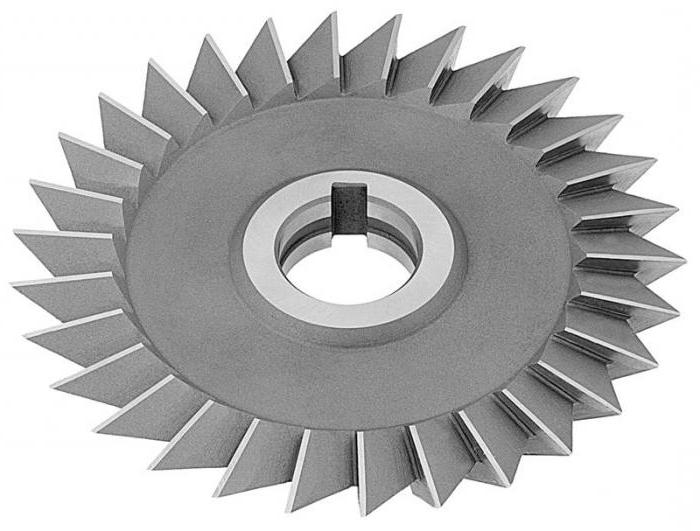
Koncept diskových mlýnů

Ruční mlýn na stromě, stejně jako mechanický, používá častěji úhlové nebo ploché trysky. Práce související s řezáním, řezáním a dalšími operacemi spojenými s hrubým zpracováním kovů a některých nekovů je možné za použití kotoučových fréz.
Mezi těmito nástroji existují tři typy: oboustranný a třístranný, stejně jako drážka (nebo štěrbina).
Spline a řezací kotouče jsou vyrobeny se zuby umístěnými pouze na válcové rovině. Aby se snížilo tření nad tupou, tloušťka nástroje se zvyšuje na obvodu, ale centrální část je již tenčí. Jednou z důležitých vlastností mechanismu tvaru kotoučového řezacího kotouče je vytvoření šířky s dobře definovaným a velmi přesným provedením. Jednou z hlavních oblastí, kde frézovací kotouče nacházejí uplatnění, je provádět řezání dřeva a kovů.
Oboustranné frézy, kromě zubů, které jsou umístěny na povrchu válcového tvaru, mají zuby a na konci.
Trilaterální jsou provedeny tak, že zuby jsou umístěny na povrchu s válcovou geometrií a současně na obou koncových prvcích. Nevýhodou tohoto provedení je snížení příznivého rozsahu činnosti koncových zubů než zuby, které jsou umístěny na válcovitém povrchu. To je způsobeno vyššími požadavky na přesnost. Má také funkční charakter, například malá hloubka příkopu na konci nebude mít příležitost dosáhnout požadovaného tvaru v zadních a předních rozích. To platí jak pro ruční řezačku, tak pro mechanickou.
Ad

Použití diskových mlýnů
Tyto nástroje, vyrobené z karbidových desek, lze nastavit. Jinými slovy, v závislosti na poloze kazety, ke které jsou desky připevněny, může fréza vymezovat drážku jinou šířku.
Frézy jsou rozděleny podle typu montážních desek do dvou typů: pájené a vyměnitelné. Nejčastěji se oba druhy používají při profilování dřevěných dílů, při vytváření eurooken a skleněných korálků pro fasády dřevěného nábytku. Můžete také vyrobit rámované dveře, dveře na sklo, dveře a panely, panely (obyčejné, euro, železniční). Seznam dílů nebo částí, které lze vyrobit pomocí kotoučové frézy, je poměrně velký a může pokračovat po dlouhou dobu.
Přítomnost sférického konce
V mechanismu kovoobrábění pomocí řezačky, která má sférickou čelní plochu, se vytvářejí mnoho detailů extrémně složitého geometrického tvaru. Příkladem takových náhradních dílů může být razítko, forma, lopatka pro turbínu atd. V převažujícím počtu případů jsou frézy s kulovou hlavou vyrobeny z pevného karbidu. Jinými slovy, jsou monolitické. Někdy můžete najít možnosti s tabulkami, které lze změnit.
Fréza pro dřevo s kulovou hlavou se nejčastěji používá k výrobě 3D dílů, různého nábytku, dekorativních komponent atd.
Výroba
Nástroj, který považujeme za článek, nejčastěji z kovů a jejich slitin s vysokou pevností. Obrobek je vyroben z tyče vyrobené zpočátku s určitým průměrem. Pak začíná proces obrábění na dvou strojích - frézování a soustružení. Výsledný polotovar se podrobí tepelnému zpracování. Tento proces probíhá ve slané lázni s teplotním indexem od 650 do 1200 stupňů Celsia. Fréza dosáhne konečného tvaru dokončením na brusce.

Povlakování
Po vynášení fréz, lidé po nějaké době začali uvažovat o tom, jak snížit opotřebení a tření tohoto nástroje. I později jsme se zajímali o další posílení a používání povlaku, který je odolný vůči opotřebení. Dnes takové nátěry jsou:
- Natírání titanu z hliníkového nitridu.
- Stříkání nitridů titanu zlatožluté barvy.
- Postříkejte pomocí kyanidu titanu. Má tmavě fialovou barvu.
- Typ vakuového ukládání.
- Rozprašovací sloučeniny hliník-nitrid-titan-chrom. To je také nazýváno PVD povlakem.
Stručná analýza jedné z metod
Zvažte například stručný popis podtlakového oblouku. Jedná se o fyzikální způsob aplikace tenkého filmu ve vakuovém prostoru pomocí kondenzace materiálu vytvořeného plazmovým proudem na substrátu. Proud je generován na katodovém cíli v katodovém bodě vakuového oblouku, který má vysoký proud a nízké napětí. Tato forma povlaku se vyvíjí pouze v páru materiálu, ze kterého je vyrobena elektroda. Velikost frézy v mm se může značně lišit v závislosti na oblasti její aplikace a materiálu, se kterým se práce bude provádět. Samotný proces je spíše komplikovaný a je prováděn na specializovaných zařízeních vysoce kvalifikovanými pracovníky.