Vady. Typy vad produktů, příčiny, detekce a korekce
Objev vady v jakémkoli produktu v naší době je velmi běžným jevem. A pokud se nákup nekvalitní galanterní zboží může stát jen plýtváním peněz, narušení technologie výroby strojů a zařízení bude mít mnohem závažnější a negativní důsledky, včetně smrti lidí. Tento článek poskytuje obecnou klasifikaci defektů, popisuje příčiny jejich výskytu a způsoby jejich odstranění (je-li to možné). Zvláštní pozornost je věnována porušením vnitřní struktury kovů a špatně kvalitními svařovanými klouby, které představují největší nebezpečí pro společnost. Často příčiny velkých katastrof jsou závady ve svarech.
Ad

Hlavní ustanovení
Existuje mnoho definic a pojmů vady. Obecně je vadou jakákoli nesrovnalost konkrétního produktu s projektovou dokumentací, průmyslovými standardy a normami, stejně jako s GOST. Mohou být skryty (nelze je rozpoznat pouhým okem) a explicitně. Ty se také nazývají povrchové vady.
Typy vad mohou být také klasifikovány podle stupně vlivu na schopnost produktu plnit přidělené funkce: nevýznamné, významné i kritické. Neexistuje žádný jediný recept na přiřazení vady určité třídě. To lze říci kolektivní zkouškou skupiny odborníků. Je třeba vzít v úvahu graf zatížení výrobku, přítomnost (nepřítomnost) koncentrátorů napětí, místo výskytu závady.
Typy vad mohou být zcela totožné, ale dopad na výkon daného konkrétního produktu se může lišit a velmi významně. Takže řekněme, vývoj prodeje křehkosti druhého druhu v oceli, z něhož je poker vytvořen, neovlivní jeho výkonnost a životnost. Pokud se však tato chyba vyskytne v materiálu vysokorychlostního hřídele, jednoduše se roztříští na malé úlomky, když se nahromadí značná únava z vysokofrekvenčních střídavých dynamických zátěží.
Ad
Prevence a prevence vad
Aby se minimalizovala pravděpodobnost závad, je nutné pečlivě a zodpovědně přistupovat k předprodukční fázi, stejně jako splnit všechny požadavky technologické a projektové dokumentace:
- Než začnete svařovat povrchy, musíte se ujistit, že mají správnou geometrii;
- samotný proces musí být proveden v souladu se všemi normami režimů zpracování; nedostatek řádné kvalifikace umělce je příčinou manželství ve většině případů; řešením může být použití speciálních svářecích strojů a robotů, které umožňují získávat vysoce kvalitní a rovnoměrné švy po všech délkách;
- každý svazek po ukončení práce musí být ověřen odborníky oddělení kvality pro přítomnost skrytých a zjevných vad; Toto opatření umožňuje určit čas a přijmout opatření k odstranění manželství.

Menší vady
Tento typ vady nemůže ovlivnit výkon výrobku a způsobit selhání uzlu nebo mechanismu. Také její přítomnost nemá vliv na bezpečný provoz zařízení. Tyto typy vad zahrnují jakékoliv vnější porušení: skvrny, nepravidelný tvar, přítomnost dutin na povrchu kovaného obrobku, které jsou následně odstraněny během obrábění atd.
Významné závady
Významné vady zahrnují, jejichž přítomnost má významný vliv na provoz výrobku a jeho životnost, ale které nejsou považovány za kritické. Jinými slovy, za přítomnosti tohoto typu vady se vlastnosti výrobku poněkud zhoršují, ale mohou být i nadále používány přímo pro zamýšlený účel. Příkladem takového nesouladu konstrukční dokumentace je přítomnost menších pórů na povrchu ocelových výrobků.
Ad

Typy kritických defektů
Vada, jejíž výskyt znemožňuje použití určitého produktu pro jeho určený účel (z bezpečnostních důvodů a kvůli nedostatku fyzické kapacity), se nazývá kritický. Příklady takových defektů nevyžadují dlouhou dobu. Klasickou kritickou chybou je hoření oceli (kovová vada, při níž jsou okraje zrn oxidovány v důsledku výrazného přebytku povolené teploty tepelného zpracování a materiál je křehký). Výroba komponentů a výrobků z této oceli je přísně zakázána. Tento typ vad patří do kategorie neopravitelných vad. Existuje pouze jedna cesta: přetavování oceli a získání po žíhání rovnovážné kovové struktury s počátečními mechanickými a fyzikálními vlastnostmi.
Poruchy svarů nabitých prvků jsou rovněž kritické. Svařování je obecně velmi vážné a zodpovědné povolání, přísně regulované množstvím zákonů a předpisů. Kontrola kvality svařovaných spojů zajišťují vysoce kvalifikovaní odborníci, kteří používají komplexní a velmi drahé vysoce specializované zařízení pro detekci skrytých defektů. Typ defektů, stejně jako jejich význam, by měly být určeny přesností šperků.
Ad
Metody detekce závad
Přítomnost závad znamená závažné narušení procesu. A čím dříve se objeví, tím dřív přijdou opatření k jejich odstranění. To přímo ovlivňuje ekonomickou výkonnost průmyslového podniku a v některých případech může zabránit katastrofě a smrti.
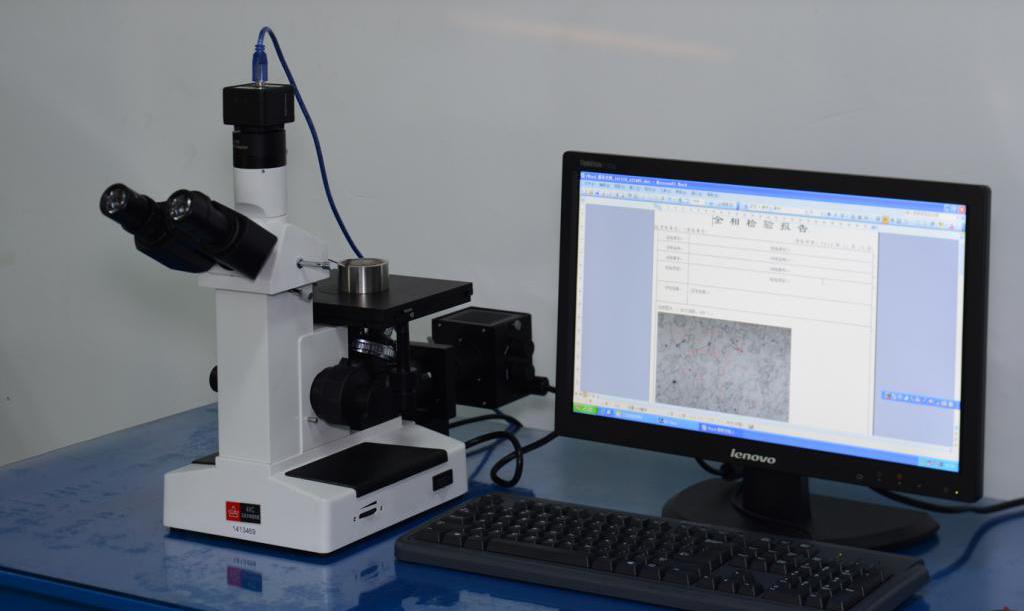
Hlavními metodami pro detekci defektů jsou: vizuální (až 30násobné zvětšení, zvětšovací sklo lze použít), kontrola mechanických vlastností (rázová pevnost, pevnost v tahu, studená křehnutí, červená křehkost atd.), Sledování pomocí mikroanalýzy (pomocí optických a elektronických metalografických mikroskopů) pomocí rentgenového záření, ultrazvukové kontroly, zkoušení odolnosti proti korozi (zpravidla se používá speciální vybavení - solné mlhové koupele ).
Ad
Vnitřní závady ve svarové zóně
Poruchy svarů jsou ve většině případů skryté a lze je vidět pouze pomocí speciálních zařízení. Proto je tento druh manželství obzvláště nebezpečný. Proces svařování je velmi obtížný. V některých případech je svařovací zóna předehřátá na určitou teplotu, aby byla zajištěna maximální kvalita svaru.
Při svařování se mohou vyskytnout následující typy vnitřních závad: póry, oxidy kovů a nekovové vměstky, nedokonalé pronikání svaru, prasknutí, přehřátí, vyhoření.
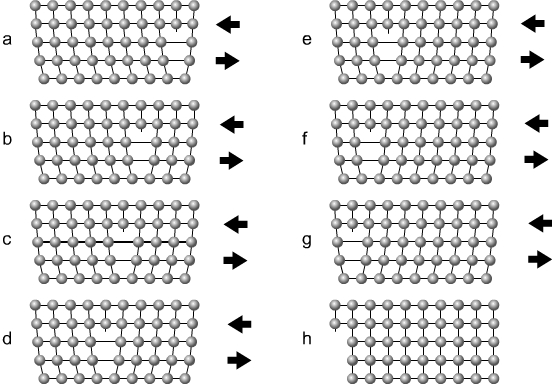
Póry jsou dutiny, ve kterých se plyny (vodík, oxid uhličitý a další) hromadí pod vysokým tlakem. Takové vady mohou způsobit křehké zlomeniny ve svarové zóně. Důvodem výskytu závad tohoto typu jsou nekvalitní a vlhké svařovací elektrody, přítomnost oxidů kovů na svařované ploše.
Pokud dojde k chybě, jako je vnitřní nedostatek penetrace, pak může být veškerá vina umístěna na svářeči. S největší pravděpodobností byla práce provedena nezkušeným pracovníkem, jenž nedávno získal povolání. Nedostatek penetrace je nepřítomnost svaru v určité (obvykle malé) části. Vedle nekvalifikovaných pracovníků se může tato chyba vyskytnout v případě, že mezi plochami, které jsou svařeny, zrychleným pracovním posuvem, přítomností oxidů a dalšími cizími nekovovými inkluzemi v oblasti tavení elektrod je malá mezera. V případě svařování elektrickým obloukem mohou nesprávně zvolené režimy způsobit (především sílu proudění).
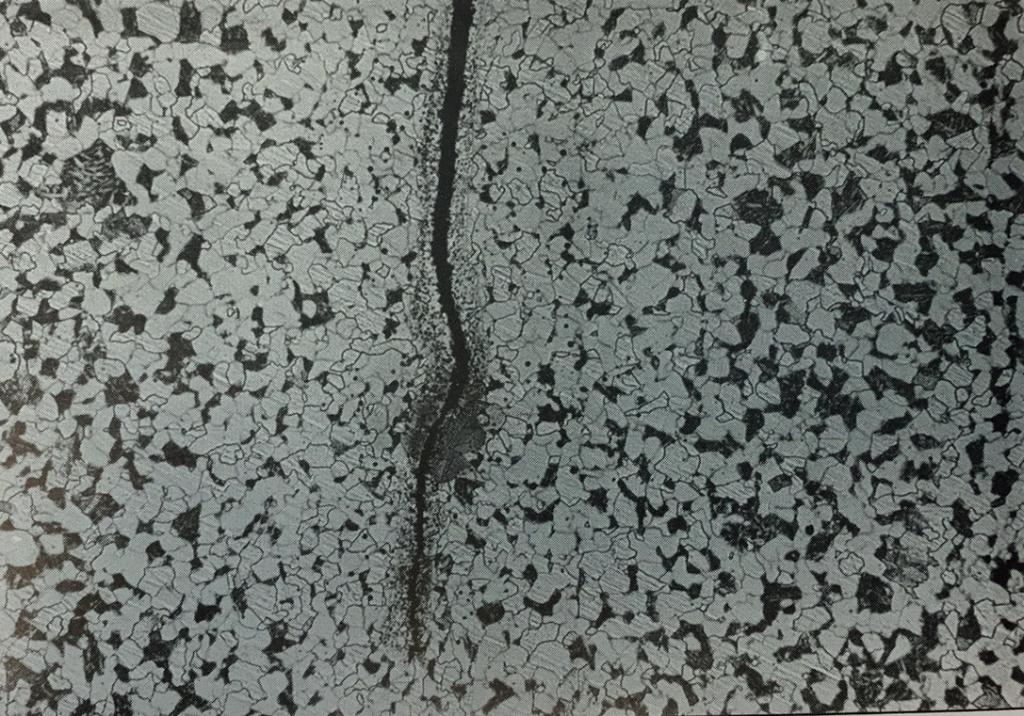
Trhliny se mohou vyskytovat jak v podélném, tak v průřezu. Tato vada je obzvláště nebezpečná, protože šíření trhlin není omezeno na povrchovou plochu, ale často také ovlivňuje výrobky, které mají být svařeny.
Přehřátí nastává v důsledku toku sekundární rekrystalizace kovu (zrychlení růstu zrna v důsledku absorpce sousedních zrn). Taková struktura vede ke skutečnosti, že svarová zóna je zkroušená. Venku se taková vada sama necítí. Abyste mohli srovnávat skóre kovu s referenční stupnicí, musíte vyříznout kontrolní vzorek, leštit, leštit a poté hladit hladkou povrchovou vrstvu speciálním činidlem (4-6% roztok kyseliny dusičné na alkohol), abyste identifikovali hranice zrn. A až poté, co tato sada opatření v rámci metalografického mikroskopu prohlédne strukturu oceli. Pokud je destrukce konstrukce nepřijatelná, je možné leštit a leptat část svaru a poté připojit ke konstrukci speciální mobilní mikroskop.
Odstranění vnitřních vad
Klasifikace defektů může být provedena i podle principu možnosti eliminace negativních vlivů vady a obnovení výkonu mechanismu. Svařované vady jsou z větší části nedobytné. A to přináší velkou odpovědnost dodavatelům a inženýrům, kteří rozvíjejí technologický proces.
Některé typy nesrovnalostí v technologickém procesu však mohou být v případě potřeby vyloučeny. Zejména může být v případě tzv. Přehřátí provedena korekce vad. Za tímto účelem je celá konstrukce umístěna v peci, zůstává tam nějakou dobu na dané teplotě (nad linií PSC na schématu železo-uhlík) a pak se ochladí spolu s pecí. Je zřejmé, že ne všechny konstrukce se vejde do malého prostoru pece. Obnova normálních velikostí zrna není tedy vždy možná kvůli nedostatku potřebné materiálové a technické základny.
Vnější vady v oblasti svarů a jejich odstranění
Tyto závady jsou zjištěny vizuální kontrolou svaru. Hlavní typy defektů tohoto druhu lze přičítat odchylce od daných geometrických rozměrů, vzniku tzv. Prohýbání a zkosení, nedostatečné penetrace a spálení.
Porušení geometrických rozměrů svaru nastává zpravidla v důsledku chyby nezkušeného svářeče. Vedle čistě vnější strany, přítomnost takové defekt nepříznivě ovlivňuje mechanické vlastnosti všech svařovaných konstrukcí. Odstranění takové závady je téměř nemožné. Ano, práce bude velmi drahá. Proto se nedoporučuje přiřadit svařování odpovědných výrobků novým příchozím do povolání.
Rush - jsou také "nemocí" mnoha nezkušených svářečů. Vyskytují se v důsledku nadměrného tání kovu elektrod při pomalém pracovním podávání. Tyto vady jsou klasifikovány jako malé a mají vliv pouze na vzhled svaru. Odstraněno obráběním švu (frézování, broušení, hoblování, sekání atd.).
Na rozdíl od prohýbání se tzv. Podříznutí vyznačují nedostatečným spojením materiálu. Porucha spočívá v tvorbě nevyplněných oblastí na spoji svařovaných výrobků. Podříznutí, v závislosti na konkrétních technických podmínkách, může být přičítáno jak fixovatelné, tak nedobytné závadě. Pokud by taková vada byla způsobena během svařování velmi důležitých povrchů (reaktorů jaderných elektráren, ponorného trupu apod.), Nepodléhá korekci. Jakýkoli zásah v tomto případě za účelem opravy svaru je hrubé porušení, které může mít velmi vážné důsledky. Pokud však budoucí konstrukce není integrální součástí velmi důležitého uzlu nebo mechanismu, pak je povoleno opravit podbízení opakovaným svarem.
Externí neúplná fúze, stejně jako vnitřní, je charakterizována nepřítomností fúze mezi materiálem elektrod a svařovanými plochami. Odstranění takové závady je ekonomicky nepraktické, protože vyžaduje odstranění materiálu roztavené elektrody z mezery mezi plochami, které mají být svařeny.
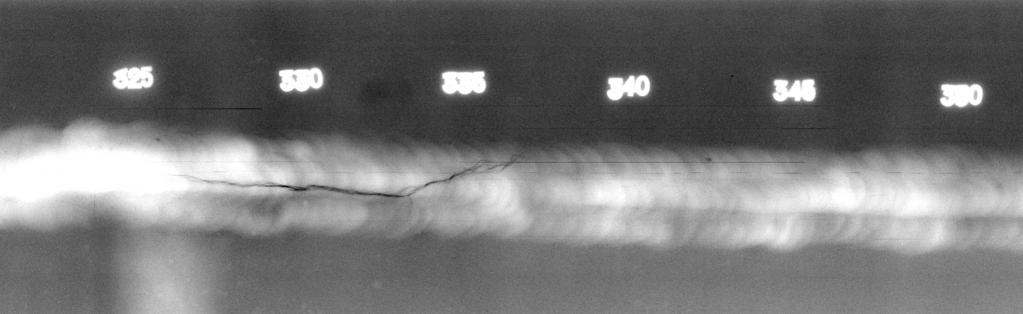
Trhliny na povrchu svaru jsou klasifikovány jako povrchové vady. Může být vytvořen podél svaru podél čáry styku svařovaných výrobků a v průřezu. Nejčastěji se takové nedostatky vyskytují v důsledku nerovnoměrného zahřívání částí výrobků, které jsou přivařeny v oblasti proudu kovu. Proto při práci s kritickými výrobky se provádí předběžné tepelné ohřívání výrobků ve svařované blikající zóně.
Burnout nastává v důsledku výrazného lokálního přehřátí kovu a vytvoření průchozího otvoru, kterým protéká kapalná tavenina. K odstranění takové závady lze pouze svařovat přímo nad otvor. Ale ze zřejmých důvodů toto řešení není vhodné pro každou příležitost.
Hlavní metody prevence výskytu závad
Po operacích k opravě závad je nutné provést důkladnější kontrolu kvality svaru. Koneckonců, často pokusy o odstranění manželství jen zhoršují situaci. V případě opětovného odhalení závad se doporučuje neprovádět tyto produkty k revizi, ale je zapsat jako výrobní vadu. Faktem je, že opakované zahřívání a chlazení kovů může vést k nežádoucím strukturálním změnám v oceli, stejně jako k výskytu mnoha defektů v krystalické struktuře kovu.
Technologie ani dobré platy inženýrského a pracovního personálu plně nezaručují absence manželství. Dobrý a zkušený svářeč je schopen produkovat úžasné výsledky i na staré a daleko od nejlepších zařízení. Hlavním zaměřením prevence sňatku je proto soustavné zvyšování dovedností a motivace pracovníků. Je nezbytné všemožným způsobem zlepšit produkční kulturu, zvýšit kolektivní odpovědnost dělnické brigády a vytvořit dobré vztahy v týmu.