Opravy pryžových člunů
Vysoce kvalitní opravy gumové lodi vám umožní trvale se zbavit poškození (propíchnutí, řezání a odřezávání materiálu) na dně a na straně výrobku. Těsnění za studena a za tepla se provádí v domácích nebo specializovaných podmínkách.
Inspekce lodí
Není-li možné zjistit vizuální popis návrhu externích prvků. Odvzdušňovací vzduch signalizuje nutnost pokrýt naplněné oddělení pěnivým pracím prostředkem. To bude sloužit jako houba. Oblast, která umožňuje průchod vzduchu, je snadno identifikována přítomností bublin. Označte jej pomocí běžného pera nebo značky.
Oprava gumového člunu začíná ventily. Pokud dojde k úniku, umístí se značka a těsnění se změní. Průtok tekutiny do kokpitu plaveckého zařízení bez vzduchového krvácení po stranách způsobuje problémy v oblasti upevňovacích prvků. Poškozenou lokalitu je snadné najít pečlivou kontrolu dna a jejích spojů se svislými konstrukcemi. Celý povrch dna a švů by měl být zkoušen, což umožňuje najít několik porušení:
- oděru;
- odřené;
- delaminace regulátorů a lisovacích prvků.
Po kontrole celé konstrukce můžete začít opravovat gumový člun. Mezi hlavní metody restaurování gumových lodí jsou široce rozděleny dvěma způsoby:
- Studené
- Hot.
Technika studené opravy: příprava materiálů
Technologie je realizována v podmínkách přijatelných teplotních podmínek ve venkovním prostředí i uvnitř. V životních podmínkách, připravené pro opravy. Je důležité zajistit hladký a čistý povrch, který je pravidelně ošetřen hadříkem, aby se odstranily skvrny z roztoku lepidla.

Opravy gumového člunu vyžadují přípravu materiálů:
- nůžky;
- válce pro válcování;
- abrazivní kůže;
- střapka;
- lepidla a benzínu.
Pro menší škody na palubě a dně je potřeba nálepka kulatých nebo oválných. Podélné řezáky jsou uzavřeny s podobnými překryvy. Rohy se jistě zaokrouhlují a při použití plavecké konstrukce v pouzdře je zajištěno minimální riziko oddělení.
Patchovací funkce
Opravy gumových člunů se provádějí za podmínek překrytí poškozené oblasti o 2,5-3 m v obou směrech. Při výběru materiálu se věnuje zvýšená pozornost. Ideální volbou by byl produkt blízký ZIP nebo analogové gumové ploše.

V podlouhlých oblastech mezery je zajištěna firmwarová vlákna. Zlepšením úrovně adheze s adhezivní kompozicí a povrchem nafukovací lodi lze snadno zajistit odstraněním brusného papíru velkou frakcí. Zpracování rozpouštědlem (benzín) pomáhá vyčistit nátěr před vzniklým prachem, odmašťovat a zvyšovat hladinu bobtnání gumové podšívky. Před aplikací náplasti vysušte výrobky.
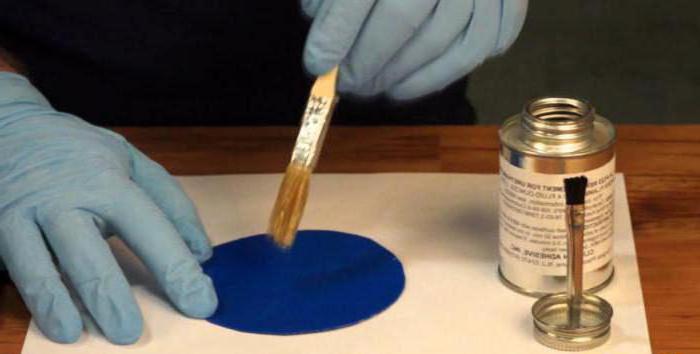
Pokud plánujete opravit gumovou nafukovací loď (šev) "Omega 2", místo nanášení záplat se zpracuje lepidlem. Použití čistého kartáče zajistí podobnou aplikaci tenké rovnoměrné vrstvy na gumových náplastích náplasti. Jeho další skladování se provádí ve vzduchotěsné nádobě. Adhezivní složení normální konzistence se před roztáráním míchá. Silná hmota by měla být zředěna rozpouštědlem.
Kroky zpracování lepidla
Provádění opravy gumy čluny "Ufimka" s vlastními rukama, je důležité správně zvážit výběr lepidla. Jedná se o modifikaci součástí náhradních dílů lodi nebo pryžové směsi na bázi kaučuku. Méně běžně používané samolepící lepidlo s vysokou pevností.
Pokryje první vrstvu. Po 10 až 15 minutách se kontroluje absence lepivosti a opakované ošetření lepidlem, které není zcela suché. Latka je převzata přes hrany a umístěna na místě k rekonstrukci.
Oprava gumového člunu podél švu zajišťuje překrytí jedné strany ochranné vrstvy s dalším rozšířením na poškozenou oblast. Je povoleno překrývat záplaty se středem na rozbité ploše a vyhlazovat oba okraje. Nepřesně položená deska přináší řadu nepříjemností, lze provést předběžné testy na jiných produktech.
Dokončení
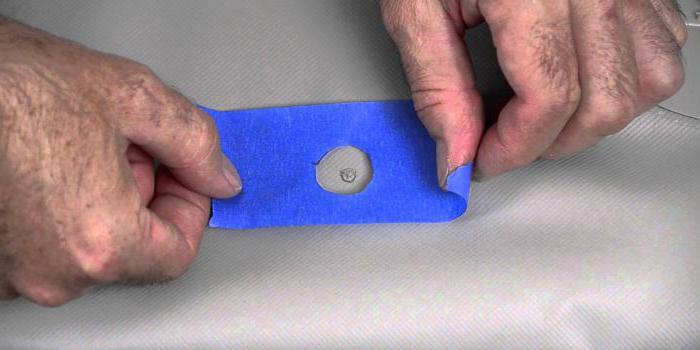
Odstranění patchů zajišťuje trh. Uložený materiál silně stlačený ručně, vyhlazen od středu k extrémním stranám a natočen pomocí válečku. Přítomnost vzduchových bublin pod materiálem umístěným nahoře je vyloučena. Když se objeví, stačí vytlačit tuberkulu ven. Je třeba dbát na to, aby nedošlo k tvorbě protáhnutí a vrásek povlaku. Patch pokropený práškovým mastencem. Opravy gumy do-it-yourself lodě při doporučené teplotě 15 ° C.
Rekonstrukce člunu v terénu
Opravy v přírodě jsou doplněny řadou požadavků.
- V teplém, bezvětřícím dni můžete pohodlně sedět ve stínu, čímž eliminujete tvorbu lepidla na slunci.
- Chladné a vlhké počasí nutí najít přístřeší (ve stanu nebo chalupě).
- Přítomnost mothů na základně lepidla je odstraněna čipem nebo nožem.

Pokud je gumová loď opravena na poli, čistá voda se používá místo benzinu k čištění. To snižuje úroveň síly, stejně jako odstranění povlaku nožem namísto brusného papíru. Nejlepším řešením by byla opravná sada s několika kusy kaučuku různých parametrů. Předběžná opracování brusného papíru eliminuje ztrátu času při řezání náplasti dříve zabalené do plastového sáčku.
Zpětné zatížení z povrchu klíče, koncové držáky kolejnic nebo příruby ventilu umožňují použití studené metody. Výměna sítě, upevnění oddílů a zabránění dalšímu přetržení se provádí na několika oddílech.
Horká technika
Oprava gumových člunů ve zvláštních podmínkách je důležitá při zvyšování úrovně těsnosti při spojování desek a obložení přepážek. Zatížení, přemísťování nebo pokrčení regulátoru na palubě vyžadují zvláštní vybavení. Pokud jde o výrobu, je poskytnut výběr lepicích prostředků a kaučukových náplastí s vysokou kompatibilitou s ohledem na kaučukové kompozice.

Zajištění hermetických vlastností na spoji stran je zajištěno exfoliací dokovací sestavy rozpouštědlem a ocelovým pravítkem a provádí se stripování těsnicího prostředku. Páska se rozřezá na vzdálenost 1-1,5 cm od krajní části regulátoru. Jeho nahrazení je doprovázeno přidáním abrazivních vlastností a zpracováním nového rozpouštědla.
Oprava gumového nafukovacího člunu je zajištěna aplikací dvojité vrstvy. gumové lepidlo. Shromažďování spojení s podložkou nevulkanizované pásky a vzduchotěsné složení. V oddělovací oblasti regulátoru se aplikuje ochranná deska s průřezem 5 cm. Oděrky gumové podšívky se ošetřují nevytvrzeným materiálem s vrstvou 0,4 mm. Uzavřený uzel je válcován kovovým válečkem. Filmový materiál se aplikuje na okraje obnovovací plochy boků, aby se dosáhlo hladkého povrchu.

Ve spodní části segmentu je překládána deska s porézním pryžovým těsněním. Umístěna na kovovou desku a dlaždici. Toto je následováno upevněním svorek a vulkanizací. Je důležité sledovat vlastnosti technologie: zahřívání dlaždice - 140 ± 5 ° С, režim - 30 minut. Po dokončení technologie se dlaždice vypne a ochladí na 80-90 ° C. Svorky se spojí, odstraní dlaždice. Kontrola kvality fixace se provádí po 4 hodinách.
Rychlá vulkanizace lodi
Dočasné opravy pryžových konstrukcí zajišťují speciální aerosoly s vysokým obsahem umělého kaučuku. Jeho vlastností je vnitřní "utažení" povrchu. Celý opravný proces spočívá v namontování ventilu s chemickým složením a spuštění jeho trysky. Utěsnění se provádí během několika minut.