Typy svařovaných spojů a švů: popis, technologické prvky, požadavky a GOST
Chcete-li se naučit dobře vařit, nestačí, abyste zvládli pouze držení elektrický oblouk. Kromě toho musíte pochopit, jaké jsou typy svařovaných spár a švů. Začátečníci svářeče často dělají nejzávažnější chyby, například nevarujte kov. A stane se, že hotové součásti mají slabý odpor k zlomeninám. Jaký je důvod? Za prvé, v nesprávné volbě typu připojení, chyby v technice. Dnes nabízíme mluvit o různých typy svařování svařované spoje, stejně jako vady!
Weld: definice
Nejprve definujeme definici svařovaného (svařovacího) švu. Takže se nazývá krystalický kov, který byl v době svařování v roztaveném stavu.

Struktura svaru zahrnuje:
- oblast svarového kovu;
- mechanická fúzní zóna;
- tepelně postižená zóna;
- přechodové zóny k základnímu kovu.
Svařované spojení: co je to?
Svařovaný spoj je obvykle nazýván omezeným úsekem konstrukce, která obsahuje jeden nebo více svarů. Je to vzhled sloučeniny, který odborník může určit kvalifikaci svářeče a pochopit, jaká metoda svařování byla použita. Svařovaný kloub popisuje technologický účel konstrukce.
Sváry: klasifikace
Zkušení svářeči říkají: základ pro klasifikaci typů švů lze vzít na řadu faktorů, jako jsou konstrukční a silové, geometrické a technologické. Pokud zvážíme švy z hlediska umístění, mohou být rozděleny do spodních, nakloněných, horizontálních a vertikálních.
Dolní šev může být nazýván nejen nejjednodušší, ale i nejtrvanlivější. To je fakt gravitace kov umožňuje lepší vyplnění mezer mezi spojenými povrchy. Navíc je tento typ nejhospodárnější. Existují určité podmínky, například, že hořák nebo elektroda musí směřovat shora dolů.

Horizontální šev se obvykle vytváří, když jsou plochy kolmé na rovinu elektrody. Spotřeba toků a elektrod s tímto typem se významně zvyšuje. Při pomalém vedení švu jsou možné kapky a na rychle proniknutých místech.
Je mnohem obtížnější vyrobit vysoce kvalitní vertikální švy. Zde stoupají kovové ztráty, nerovnosti se zvětšují (v konečné fázi svařování je švy tlustší). Tato metoda vyžaduje určitou klasifikaci svářeče. Obvykle se používá pro svařování trubek nebo pro upevnění velkých konstrukcí.
Nejtěžší svářeči považují stropní svařování. Jak se vyrábí? Vložte obvodový oblouk švu. Proud je malý. Tento typ se obvykle používá při svařování potrubí, které nelze otáčet.
Svařované připojení: typy a typy
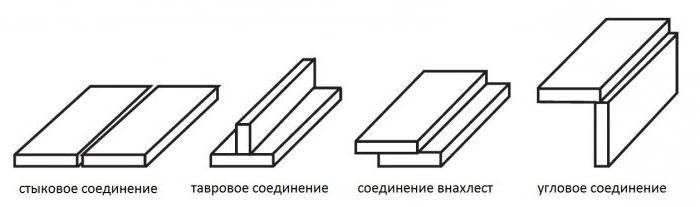
Navrhujeme mluvit o tom, jaké typy svařovaných spojů jsou podle typu opěry povrchů. V závislosti na takových faktorech jako je tloušťka kovu, geometrický tvar dílů, požadovaná těsnost spáry, svařované spoje lze rozdělit na:
- Taurus;
- překrývání;
- tupé spoje;
- úhlová.
Všechny typy svařovaných spojů mají svůj účel, který vyhovuje specifickým potřebám hotových prvků. Nabízíme tyto typy podrobněji zvážit!
Křižovatka
Nejběžnějším druhem svaru je spoj. Používá se při svařování konců trubek, ocelových plechů nebo geometrických tvarů.
Části, které připevňují tupý spoj, se liší v tloušťce výrobku na straně překryvného švu. Existuje několik dílčích typů sloučenin:
- jednostranné normální;
- jednostranně, ve kterém jsou hrany zpracovávány pod úhlem 45 stupňů;
- jednostranně, při kterém je jeden okraj zpracován pod úhlem 45 stupňů;
- jednostranný, ve kterém řezačka odstraňuje okraje na obou částech;
- obousměrné, což znamená řezání hran v úhlu 45 stupňů na každé straně.
Je důležité si uvědomit, že s tímto typem svařovaného spoje hraje důležitou roli tloušťka svařovaných povrchů. Není-li větší než 4 milimetry, použije se jednostranný šev, ale pokud je tloušťka větší než 8 milimetrů, musí být šev aplikován na obou stranách. Je-li však tloušťka výrobku větší než 5 mm, švy by měly být aplikovány pouze na jedné straně, čímž se dosáhne vysoké pevnosti, je nutné oddělit hrany. Je nutné ho provést pomocí souboru nebo brusky, dostatečně úhel 45 stupňů.

Rohový kloub
Existuje několik možností pro rohové spoje:
- jednostranně - jak s předběžným řezáním, tak bez něj;
- oboustranný - rovný a rozdělený.
S tímto spojením můžete připevnit dva prvky dohromady v libovolném úhlu. V tomto případě bude první šev vnitřní a druhý - vnější. Tento typ je ideální pro svařování různých přístřešků a stropů, karoserií a altánů.
Pokud potřebujete spojit dvě desky s různou tloušťkou, tento typ svařovaného spoje podle GOST by měl být proveden následovně: Silnější deska by měla být umístěna na dně a tenká by měla být umístěna na ní s okrajem. Elektróda nebo hořák by měly být nasměrovány na tlustou část, takže na součástech nebude docházet k vypálení nebo zkadeření.
Překryjte spoj
Dvě desky mohou být svařovány nejen koncovými, ale také překrývajícími se - lehce se táhnou přes povrch druhé. Odborníci doporučují používat tento typ svařovaného spoje, kde je vyžadována vysoká pevnost v tahu. Šev musí být umístěn na každé straně - nejen zvýší pevnost, ale také zabrání nahromadění vlhkosti uvnitř hotového výrobku.
Tavrovské spojení
Tento typ je podobný rohovému kloubu, ale existují určité rozdíly - deska připevněná okrajem by neměla být vystavena na okraji spodního podstavce, ale v krátké vzdálenosti.
Klasifikace technologie a tvar švu
Svářeče rozlišují typy svařovaných spojů podle typu svarů. Švu může být:
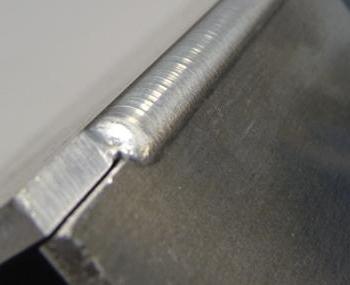
- Hladký. Dosahuje se optimálního nastavení svařovacího stroje a jeho vhodné polohy.
- Vykuchání Takový šev lze získat malým proudem a procházet několika vrstvami. Konvexní švy vyžadují obrábění.
- Konkávní. Takový šev lze získat pouze se zvýšenou proudovou silou. Takový šev je charakterizován vynikajícím tavením, navíc nevyžaduje broušení.
- Pevný. Chcete-li provést vysoce kvalitní spojitý šev, musíte to provést nepřetržitě. Tím se zabrání výskytu písků.
- Intermitentní. Tento šev by měl být použit pro výrobky z tenkých plechů.
Svářeč, který je seznámen s hlavními typy spojů a jejich základními rozdíly, může kompetentně vybrat typ svaru, který může splňovat základní požadavky na pevnost a těsnost.
Poruchy svařovaných spojů: typy, popis, příčiny
Svařované spoje mohou mít různé účinky, které ovlivňují pevnost a těsnost. Je obvyklé rozdělit všechny typy vad na tři kategorie:
- interní (toto lze připsat nedostatku penetrace, pórovitosti a cizích inkluzí);
- vnější (mezi nimi jsou trhliny, podřezání, krátery, uzliny);
- průřez (zde můžete vybrat spáleniny a praskliny).

Mluvme více o každém typu závad.
Trhliny
Tento typ vady je považován za nejnebezpečnější, může vést k rychlému zničení svařovaných konstrukcí. Tam jsou praskliny podle jejich velikosti (tam jsou makro- a mikrotrhlinky), podle času vzhledu (v procesu svařování částí nebo po). Příčinou prasklin je nedodržení svařovací techniky, špatná volba materiálů pro svařování, příliš rychlé chlazení konstrukce.
Chcete-li opravit trhlinu, můžete: vyvrtat její začátek a konec, odstranit švy a vařit.
Podtržení
Područky jsou nazývány vybrání mezi švem a kovem. Švy způsobené touto vadou jsou slabé. Příčinou podbízení je zvýšený proud. Na vodorovných švách se obvykle vytváří podříznutí. Taková vada může být vyloučena povrchovou úpravou tenkého švu podél linie podříznutí.

Uzly
Taková vada se může objevit v případě, kdy roztavený kov proudí na hlavní kov bez vytváření homogenní sloučeniny. Příčiny průhybu jsou jednoduché - základní kov není ohříván, svářečka používá nadbytečné množství výplňového materiálu. Vadu můžete eliminovat řezáním, nutně kontrolovat přítomnost neúplné fúze.
Burnout
Popáleniny jsou vady, které se projevují pronikáním a únikem. tekutý kov. Současně na druhou stranu zpravidla dochází k úniku. Příčinou popálenin je vysoký svařovací proud, pomalý pohyb elektrod, nedostatečná tloušťka obložení, příliš velká mezera mezi okraji kovu, který je svařen. Hořet můžete odstranit: prostě vyčistěte a vroucíte vadu.
Nedostatek penetrace
Místní pronikání svarového kovu s hlavním kovem se nazývá neúplné. Můžete volat neúplný a nevyplněný průřez švu. Tento typ vady snižuje pevnost švu, stává se příčinou zničení hotové struktury. Důvodem je nízká svařovací proud, přítomnost strusky nebo rzi na svařovaných částech. Chcete-li opravit chybu, musíte snížit neúplné a připravit podrobnosti.
Krátery
Drážky, nazvané krátery, se obvykle objevují kvůli přerušení svařovacího oblouku. Pokud se taková závada objeví, je nutné ji nakrájet na základní kov a důkladně je vařit.
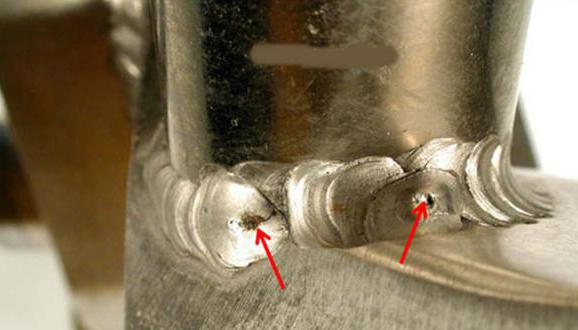
Fistula
Takzvaná dutina, která snižuje pevnost švu. Je to kvůli píštělům, které mohou vzniknout praskliny. Situace bude korigována odstraněním závady a svařením.
Porozita
Co je pórovitost? Jedná se o dutiny, které jsou naplněny plyny. Důvodem jejich vzhledu je intenzivní tvorba plynu uvnitř kovu. Velikost pórů může být buď mikroskopická nebo menší než několik milimetrů. Aby se zabránilo vzniku pórovitosti, musí být kov vyčištěn z nečistot a cizích látek. Je nutné, aby elektroda nebyla mokrá. Pokud je chyba již provedena, měli byste porézní zónu vyjmout na základním kovu a vařit, pozorovat technologii.
Přehřátí a vyhoření
Tyto závady se objevují v důsledku vysokého svařovacího proudu nebo nedostatečné rychlosti svařování. Z tohoto důvodu se konečný výrobek stává velmi křehkým. Spálený kov může být řezán pouze a kovy mohou být znovu připojeny.
Ovládání svařování
Teď zvažte typy kontroly svařované spoje. Existují následující metody:
- externí vyšetření;
- chemická analýza;
- rentgenový nebo rentgenový přenos;
- metalografická analýza;
- ultrazvukové nebo magnetické detekce vad;
- mechanické zkoušky.

Existuje velmi důležité pravidlo - pro spolehlivé řízení je nutné odstranit spáry ze strusky, stěrky a svařování!