Jak pájené polypropylenové trubky správně dělat sami. Teplota pájení a zařízení pro pájení polypropylenových trubek
Instalace polypropylenových trubek je náročný proces, který vyžaduje určité zkušenosti a speciální nástroje. Tato práce může být provedena nezávisle, pokud znáte technologii a základní požadavky. Kromě správné volby výroby materiálu je třeba vyřešit problém, jak spárovat polypropylenové trubky. K tomu je třeba se dozvědět více o jejich vlastnostech.
Technologické vlastnosti PP trubek
Pro výrobu polypropylenových (PP) trubek používejte speciální granule PPRC. Jsou produktem polymerace propylenu a ethylenu, kde je každá složka přidána v určitém poměru. Výsledkem následného zpracování vytlačováním jsou vysoce kvalitní polymerní výrobky.

Teplota pájení polypropylenových trubek je přímo určena výrobním materiálem. Proto je důležité znát jeho fyzikální vlastnosti. Ty závisí na typu použitého polymeru. Pro přívod teplé a studené vody se doporučuje používat výrobky s označením PPR. Mají následující parametry:
Ad
- Teplotní stav práce - od -10 ° C do + 90 ° С.
- Povrchové tavení nastane, když se topení zvýší na 149 ° C.
- Jmenovitý tlak - od 1,5 do 2,5 MPa.
Pájecí polypropylenové trubky s vlastními rukama se provádějí s přihlédnutím k vybranému typu výrobku. Určuje výběr technologie a dočasné režimy expozice. vysoké teploty. Proto byste měli pečlivě zkontrolovat typy a účel PP trubek.
Výběr kvalitních produktů
V závislosti na provozních parametrech budoucího systému je třeba vybrat konkrétní typ potrubí. Existuje klasifikace, která pomůže při řešení tohoto problému.
Pro pokládku studené vody se doporučuje použít potrubí PN16. Jsou charakterizovány relativně tenkou stěnou a maximální provozní teplotou až + 40 ° C. Pokud je tento indikátor překročen, dojde k deformaci produktu, což vede ke ztrátě těsnosti.
Ad
Univerzální výrobky jsou označeny symbolem PN20. Jsou schopné odolat krátkodobému vystavení teplotám do 95 ° C a jsou navrženy pro jmenovitý vnitřní tlak 2 MPa.
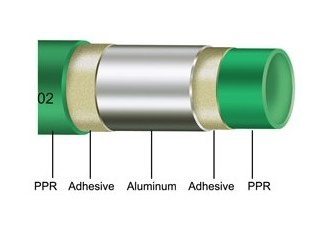
Jak pájit polypropylenové trubky pro vytápění? Pro tento účel doporučujeme zvolit modely PN25. Ochranný plášť (vyrobený z hliníku nebo skleněného vlákna) je ve své konstrukci opatřen, což zabraňuje deformaci výrobku při vysokých teplotách.
Nástroje a materiály
Poté, co jste rozhodli o typu potrubí, musíte vybrat nejlepší vybavení. Pájecí polypropylenové trubky s vlastními rukama se provádějí difuzní metodou - pod vlivem teploty dochází k tavení tvarovaných částí výrobku. Po jejich spojení dochází k vzájemné difuzi - tání. V důsledku toho vzniká těsný spoj.

Pro praktickou realizaci tohoto přístroje se používá pro pájení polypropylenových trubek. Jedná se o topné zrcadlo, ke kterému jsou připojeny trysky pro ohřev povrchu trubky nebo tvarovky. Odlišují se v následujících parametrech:
- Tavení vnější (trubky) nebo vnitřní plochy (kování).
- Průměr (vnější nebo vnitřní). Pro pokládku potrubí do domu nebo bytu se obvykle používají trubky o průřezu 16, 20, 25 a 32 mm.
Nastavení teploty se provádí pomocí speciálního řídicí jednotku který se obvykle nachází na zadní straně nástroje. Rozsah topení povrchu zrcadla závisí na průměru potrubí a může být od 220 do 300 ° C. Optimální výkon nástroje by měl být asi 800 wattů.
Ad
Kromě páječky budete potřebovat speciální řezací nůžky. Budou poskytovat hladkou řeznou hranu, ve které bude její rovina striktně kolmá na vektor délky produktu. Pro značení potřebujete také tužku, pásky a úrovni budovy. Pro ošetření vyztužených částí potřebujete holicí strojek - odstraňuje tenkou povrchovou vrstvu. Čistá tkanina odstraňuje nečistoty a prach z povrchu, který bude připájen.
Popis technologie
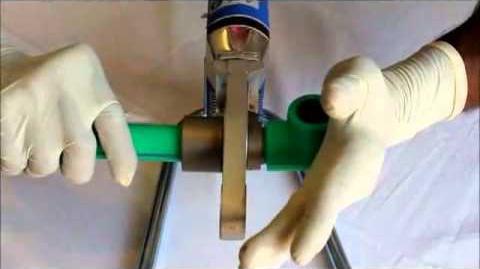
Pro připojení tvarovaných polypropylenových trubek se používá metoda zvlnění. Pro tento účel se používají speciální armatury různých konfigurací. Pomocí páječky se současně zahřívá vnější povrch potrubí a vnitřní část armatury. Po určitém čase jsou z trysek odstraněny a vzájemně ukotveny.

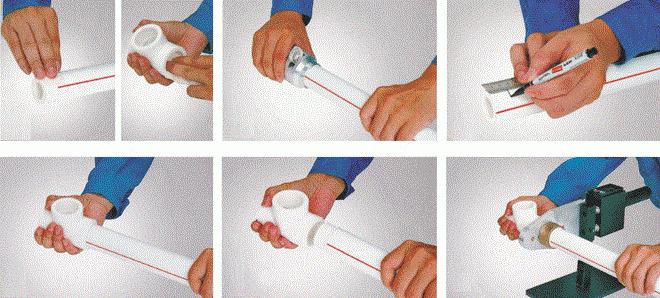
Před pájením polypropylenových trubek doporučuje instrukce provést správný řez. Chcete-li to provést, použijte speciální trubkové nůžky se širokou základnou. S jejich pomocí můžete dosáhnout co nejpřesnějšího řezu s hladkým okrajem.
Další fáze značení práce - kreslení. Za prvé se měří hloubka ošetřeného povrchu. K tomu se měří připojovací dutina, která má být připojena. Poté označte povrch trubky pomocí tužky nebo značky.
Ad
Zapněte páječku a nastavte optimální teplotu topení. Obvykle by měla být 220-250 ° C. Předmontovaná na zrcadlových tryskách, která odpovídají velikosti armatury a potrubí. Každý polypropylenový výrobek musí být relativně volný pro vstup do vyhřívaných trysek. Může se jednat o nepatrné úsilí. Po prohloubení potrubí a připevnění na požadovanou značku je nutné počkat, až se povrch roztaví. Chcete-li to provést, použijte standardní dočasnou tabulku, která bude popsána níže.
Spojení součástí musí probíhat s malou námahou. Není možné otočit nebo silně stlačit prvky. To může vést k deformaci a nesprávné poloze vzhledem ke zbytku linky.
Teplotní podmínky
Jak správně spájet polypropylenové trubky při dodržení všech technologických parametrů? Chcete-li to provést, musíte se seznámit s teplotními režimy v závislosti na průměru výrobků. Páječka pro pájení polypropylenových trubek by měla po určitou dobu ovlivňovat povrch připojených výrobků.
Vnější průměr, mm | Doba ohřevu, s | Trvání zápasu s | Doba chlazení min. |
16 | 5 | 4 | 2 |
20 | 5 | 4 | 2 |
25 | 7 | 4 | 2 |
32 | 8 | 6 | 4 |
40 | 12 | 6 | 4 |
Při dodržení těchto časových intervalů je možné dosáhnout optimální kvality připojení. Měla by se však brát v úvahu okolní teplota - nesmí být vyšší než + 23 ° С při normální vlhkosti vzduchu v místnosti.
Ad
Přípravné práce
Před pájením polypropylenových trubek je nutné provést řadu přípravných prací. To je nezbytné pro zajištění bezpečnosti při práci s elektrickým zařízením. Důležitým faktorem je také vytvoření pohodlného pracoviště.

Bez ohledu na to, kde bude pájení prováděno (ulice nebo místnosti), musíte odstranit všechny cizí předměty. Jako ochranné pomůcky se používají bavlněné rukavice, speciální brýle a respirátor. Ten je nutný při práci uvnitř - během ohřevu se uvolní páry, které ve vysokých koncentracích škodí tělu.
Pájení studené vodní trubky
Pro přívod studené vody je možné montovat dálnice z PP trubek PN16. K tomu je potřeba výše uvedená sada nástrojů a materiálů. Instalace studené vody je jedna z nejjednodušších, protože používá nevyztužené výrobky. Proto je možné provést bez předběžné povrchové úpravy.
Jak spárovat polypropylenové trubky, pokud jsou tenkostěnné? K tomu je nutné přísně dodržovat teplotní režim provozu topného zrcátka. Doporučuje se, aby se doba ohřevu snížila o polovinu, aby nedošlo k úplnému deformaci celého výrobku. Stlačovací síla musí být použita málo, protože nadměrný mechanický tlak vytvoří větší přesah v místě spojení prvků. Teplota pájení polypropylenových trubek by měla být nastavena na minimum. Nejlepší je vytvořit zkušební připojení, které určují optimální režim vytápění.
Pájecí trubky pro přívod teplé vody
Při návrhu síťové horké vody z polypropylenu by měla být zohledněna teplotní roztažnost materiálu. Liší se v závislosti na průměru produktu.
Při vystavení vodě s vysokou teplotou se zvyšuje délka jednotlivých úseků dálnice. Aby nedošlo k vytváření napětí na povrchu potrubí, je třeba provést kompenzační kohouty. Jedná se o úseky potrubí ve tvaru u, které při roztažení polypropylenu budou mírně ohnuté, což je pro polymery přírodní.
Jak spájet vyztužené polypropylenové trubky, sledovat technologii jejich připojení? Chcete-li to provést, použijte holicí stroj k odstranění malé vrstvy z povrchu produktu. Výsledkem je, že během ohřevu bude kompenzace dodatečné tloušťky.
Opravy svařování
Ve vzácných případech je třeba opravit funkční vodovodní síť. Důvodem může být: mechanické poškození, nesoulad potrubí s provozními podmínkami nebo nedodržení svářecí techniky během instalace.
Nejdříve musíte vypnout vodu a odstranit kapalinu z linky. Pak pomocí speciální nůžky odstraňte poškozenou oblast. Pro instalaci nových technologií použijete výše uvedenou technologii. Jediným rozdílem je povinné odvodnění okrajů trubek a odstranění nečistot.
Svařte sedla
Pro instalaci nových poboček do stávajícího potrubí by nejlepší volbou bylo instalace tzv. Sedel. Jedná se o speciální armatury, které jsou přivařeny k povrchu předem ošetřeného potrubí.

Jak spárovat polypropylenové trubky během takové práce? Nejprve je třeba vytvořit otvor v sestavě sedadla. Pak se zpracovávají hrany - čistí a odstraňuje odpadky. Průměr otvoru by měl být o 2-3 mm menší než průřez instalovaného montážního prvku. Připojení se provádí podle standardních pokynů. Během instalace je nutné dodržovat dobu pájení polypropylenových trubek. Tento postup není možný u tenkostěnných výrobků, protože oblast spáry je příliš malá, aby vytvořila spolehlivé spojení.
Tipy pro výběr páječky
Pro svařování polypropylenu průměr trubky až 60 mm pomocí ručního svařovacího stroje. Modely tohoto zařízení jsou praktické a dostatečně jednoduché - pro vytápění je design určen pro topný článek a regulátor teploty. Povrch pracovní části zařízení je plochý, s otvory pro montáž trysek různých průměrů.
Výběr konkrétního modelu svařovacího stroje by měl být proveden podle následujících parametrů:
- Hodnota výkonu Pro vytvoření potrubí malého průměru (až 40 mm) stačí koupit zařízení o výkonu 800 W Při spárování velkých konstrukcí potřebují další modely - až 1,3 kW.
- Počet sedadel pro přídavné zařízení se pohybuje od 1 do 4. Je určen pájecími trubkami různých průměrů. Současně větší počet děr výrazně zvyšuje rychlost práce.
- Náklady Nejjednodušší modely mají dostupnou cenu - od 800 rublů. Ale jsou určeny pro malé množství práce. Při těžkých zátěžích je možné rychlé porušení. Profesionální pájecí nástroje stojí asi 4000 rublů a více.
Pokud bude tento typ práce poprvé proveden, je při výběru nástroje nutné konzultovat s odborníky. Před zahájením procesu svařování je třeba provést několik zkušebních přípojek, které si kupují trochu více spotřebního materiálu. V tomto případě můžete vyvinout počáteční dovednosti pro práci se zařízením pro pájení polypropylenových trubek.