Ruční obloukové svařování: technologie, GOST
Při vytváření kovových konstrukcí je široce používáno ruční obloukové svařování. 
Jedná se o proces vytvoření trvalého spoje tavením kovu. elektrický oblouk.
Podstata procesu svařování
Svařování spočívá v vytvoření oblouku mezi povrstvenou ochrannou elektrodou a svařovacím bazénkem. Zapalování se provádí rychlým dotykem a vedením malé vzdálenosti od povrchu kovové tyče. Z tepla oblouku, který se objeví, se roztaví a tvoří svarový švy. Spolu s elektrodou se jeho povlak taví a vytváří tak ochranu proti plynu a strusky, která chrání kov před oxidací. Po každém kroku svařování se z povrchu švu odstraní struska.
Ad
Omezená délka elektrody způsobuje přerušení procesu svařování, protože musí být neustále nahrazována novým. Přerušení práce způsobuje závady ve svaru.
Výrobce elektrod indikuje doporučené mezní hodnoty pro změnu velikosti požadovaného proudu v závislosti na vlastnostech povlaku, tloušťce tyče a poloze svařování.
Když se jádro zahřívá, povlak se také roztaví, čímž se vytvoří proud plynu směřující do svařovacího bazénu. Výsledkem je, že se k němu přenesou kapky roztaveného kovu. Pohyb plynu je tak intenzivní, že při svařování v horní poloze pohybuje kov ze zdola nahoru.
Typ a tloušťka součástí, které mají být svařeny
Manuální obloukové svařování je použitelné pro nelegovanou a legovanou oceli o tloušťce do 50 mm při výrobě jednotlivých nebo malých výrobků. Tenký kov (méně než 1,5 mm) se rychle roztaví a "zhroutí", dokud se neobjeví svařovací bazén. Potřebuje speciální nástroje.
Ad
Pevnost svářecí sloučeniny kovu klesá se zvyšujícím se obsahem uhlíku.
Pro výrobky o tloušťce 3-20 mm je výhodné použít ruční svařování. Výjimkou jsou jednotlivé švy složité konfigurace.
Vlastnosti elektrody
Pro elektrody jsou vybrány speciální materiály prutu a povlaková vrstva obsahující struskotvornou, stabilizační a další látky. 
Přiřazení pokrytí je následující.
- Produkce trosky, která obklopuje svařovací bazén a kapičky roztaveného kovu, chrání je před kyslíkovou oxidací vzduchu a vlivem vodní páry.
- Vytvoření ochranného plynu vytvořeného během spalování organické složky povlaku.
- Proveďte deoxidaci svarového kovu. Kromě toho v povlaku mohou být legovací přísady, které procházejí z strusky na kovové kapičky.
Elektrody pro ruční obloukové svařování mají určitý typ, který odpovídá specifikovaným mechanickým vlastnostem svarového kovu. Písmeno E s číslem označeným svým typem udává velikost dočasného odporu (kg / mm2). Přítomnost písmena A je charakterizována vysokou plastičností a houževnatost.
Poloha svařování v prostoru
Svařování je povoleno ve všech polohách, ale nejvýhodnější je nižší, což nevyžaduje vysokou kvalifikaci umělce. Mohou zde být použity elektrody s velkým průměrem a proud může být vysoký, což umožňuje, aby byl proces produktivnější. Ve stropních a svislých polohách švu jsou kovové kapky drženy pouze povrchovým napětím. Velikost svarového bazénu je snížena a je vyžadován menší průměr elektrody.
Ad
Pracovní podmínky svářečů
Proces elektrického svařování lze provádět v různých podmínkách: uvnitř, venku, na konstrukcích, potrubích a jiných objektech. Nevyžaduje dodávku vody, plynu a použitých materiálů, vyžadují se pouze elektrody. Pro provoz je nutný zdroj energie. Kabely je možné z něj odstranit po dlouhou vzdálenost. Současně dochází ke zvýšení energetických ztrát při jejich vytápění. Ve vzdálených lokalitách lze použít elektrické generátory poháněné benzinovými nebo vznětovými motory.
Sněh, dešťový a vítr jsou rušivé a vyžaduje se ochrana pracovního prostoru.
Typ svařovacího proudu
Manuální obloukové svařování se provádí střídavě nebo stejnosměrný proud. Pro tento účel se používají speciální elektrody, ale mohou být univerzální, určené pro oba typy proudů.
Přímý proud vám umožňuje vytvořit stabilnější oblouk a je s ním pohodlnější pracovat. Roztavený kov má nejlepší smáčecí efekt a švy tvoří jednotný. Proto je tato metoda nezbytná pro svařování drobných předmětů nebo tenkých plechů.
Vady svařovaných spojů
Ke kvalitě sloučenin v kovu jsou kladeny technické požadavky a jsou stanoveny standardy. Pokud existují odchylky od nich, které vedou ke snížení efektivity konstrukcí a spolehlivosti, objeví se závady. Z důvodů výskytu jsou rozděleny do dvou skupin. Prvním jsou defekty vznikající při krystalizaci kovu i jeho ochlazování: trhliny, póry, trosky, zhoršení vlastností kovu na švách a v blízkosti. Druhá skupina zahrnuje defekty spojené s nesprávnou přípravou a porušením režimu svařování: podříznutí, nedostatečná penetrace, přítoky, spáleniny, krátery, odchylky švů z vypočtených rozměrů.
Ad
Ruční obloukové svařování: svařované spoje
Pro vytvoření spolehlivého spojení, když tloušťka kovu není menší než 7 mm, je třeba připravit okraje polotovarů. S jejich pomocí je zajištěno úplné proniknutí polotovarů. 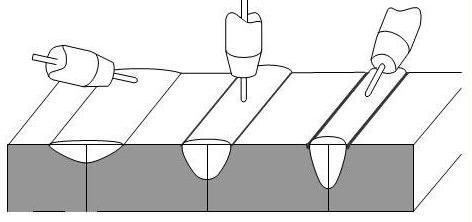
Na tenkém kovu se vyrábí 1 nebo 2 svary a na velkých tloušťkách se poprvé provede kořenový průchod a potom se dutina naplní svary.
GOST "Manuální obloukové svařování" (5264-80) upravuje způsob řezání okrajů součástí v závislosti na typu připojení. Ve tvaru jsou okraje ve tvaru V, K, X. Švu lze provádět z jedné nebo ze dvou stran. 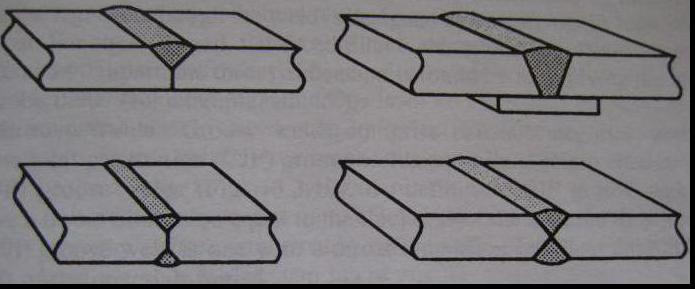
Hrana může být řezána dlátem, ale kvalita je dosažena nejnižší. Jsou hladké a čisté, jsou vyráběny na speciálních hoblovacích nebo frézovacích strojích. Pokud to není možné, použijte kyslík.
Zvláštní pozornost je věnována čištění okrajů proti korozi, stupnici a dalším nečistotám. To se provádí pomocí ocelového kartáče. Pro usnadnění použití oblastí předehřívání plamene plynového hořáku.
Typy svařovaných spojů jsou určeny vzájemným uspořádáním součástí a mohou být následující:
- tupý kloub
- překrývání;
- tavrovoe;
- úhlová.
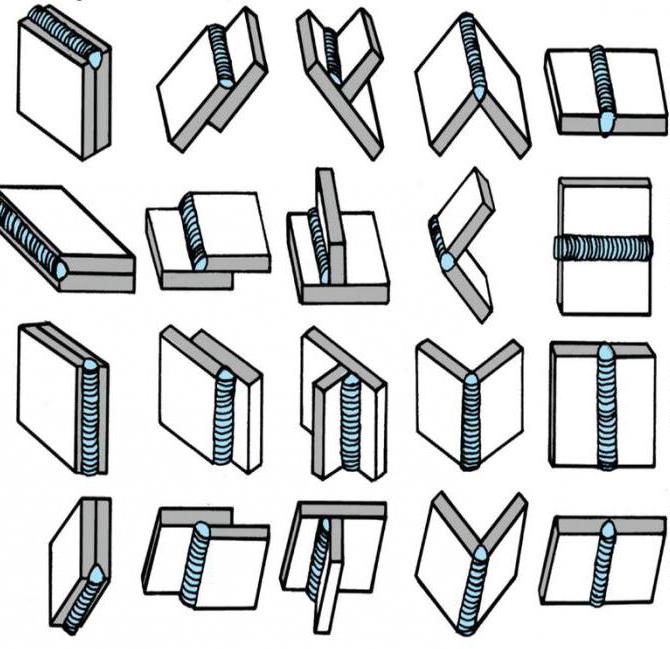
GOST "Ruční obloukové svařování. Svařovací spoje" (5264-80) rozlišují typy svarů podle polohy v prostoru.
- Nižší - nejjednodušší a nejspolehlivější. Podrobnosti se nacházejí pod elektrodou. Je důležité, aby nedošlo k roztavení obrobku.
- Horizontální - část je umístěna pod úhlem 0-60 ° a svařování probíhá ve vodorovném směru.
- "Na lodi" - montáž sklopené části a svařování v rohu.
- Vertikální - švál je vzhůru. Práce je komplikována kvůli odtoku kovu.
- Strop - švu se nachází nahoře. Svařování se provádí s krátkými impulzy při nízkém proudu.
Švy na hotových výrobcích jsou zkontrolovány v souladu s požadavky GOST. Manuální obloukové svařování by nemělo vést k tvorbě defektů a geometrické a mechanické charakteristiky spojů musí být udržovány ve stanovených mezích.
Ad
Svařovací zařízení
Zařízení pro manuální obloukové svařování je především speciální zařízení, které může být:
- transformátor;
- transformátor s usměrňovačem;
- střídač.

Zvláštní popularita získala svařovací střídače. Funkce vynucení oblouku a protilepení umožňují vytvářet relativně kvalitní švy i pro začátečníky. Vysoká cena nezastaví kupující, kvůli vysokým technickým charakteristikám a větší spolehlivosti.
Na trhu si můžete koupit profesionální zařízení s vysokým výkonem a pro domácí použití, pokud není potřeba nepřetržitého provozu.
Ruční obloukové svařování
Při manuálním svařování se nejdříve zapaluje dotykem nebo nárazem. Potom se elektroda na krátkou vzdálenost stáhne, takže oblouk neustále spaluje. Technologie ručního obloukového svařování spočívá v pohybu tyče ve třech rovinách:
- přiblížení a odstranění elektrody z povrchu obrobku oscilačními pohyby;
- pohyb ve směru vytváření švu;
- vytvoření kovového válce přesunem elektrody přes osu svaru.
Ruční obloukové svařování
U trubek se používají běžné způsoby spoje a polohy kloubů. Musí splňovat požadavky GOST "Ruční obloukové svařování. Svařované spoje" (5264-80). Trubkové spoje jsou předmětem zvláštních požadavků, aby byly vzduchotěsné a odolaly předepsanému tlaku čerpaného média.  Proto se pokoušejí svařovat trubky v dolní poloze a výrobek se pravidelně otáčí. Jejich přípravou je vytvoření kolmých konců s tupostí -2,5 mm a zkosenými hranami pod úhlem 60-70 °.
Proto se pokoušejí svařovat trubky v dolní poloze a výrobek se pravidelně otáčí. Jejich přípravou je vytvoření kolmých konců s tupostí -2,5 mm a zkosenými hranami pod úhlem 60-70 °.
Svařování se provádí převážně na tupo a pro tento účel se nejprve lepí na 4 místech potrubí. Je-li průměr větší než 300 mm, vzdálenost mezi svařovacími částmi je asi 200 mm. Délka nástavce je asi 50 mm. Po provedení svařování trubky po celém obvodu.
Závěr
Manuál obloukové svařování vyráběných pro připojení dílů v drobné a samostatné výrobě. Pro získání vysoce kvalitních spojení je nutné mít k dispozici vhodné přístroje a elektrody, stejně jako dovednosti pro přípravu dílů a svařování.