Práškový drát pro poloautomatické: vlastnosti aplikace, vlastnosti, cena
Moderní postupy svařování se provádějí s různými možnostmi. Elektrické obloukové svařování (MMA) a poloautomatické svařování (MIG / MAG) v ochranném prostředí vytvořeném inertními plyny získaly největší popularitu.
Navzdory pohodlí při práci jako poloautomatické má tato metoda nedostatečnou mobilitu. Objemný plynový válec se váže na trvalé místo práce. Použití drátěného drátu pro poloautomatické zařízení pomůže vyřešit tento problém.
Práce s poloautomatickým zařízením
Poloautomatické svařovací stroje již dávno přestaly být technickou novinkou. Přesunuli se z profesionálního prostředí do domova. Popularita zařízení MIG a MAG je způsobena tím, že požadavky na svářečské dovednosti jsou pro práci s nimi minimální. Při správném nastavení síly proudu a rychlosti posuvu drátu je snadné získat kvalitní připojení.
Poloprofesionální zařízení jsou levná ve srovnání s profesionály a jsou k dispozici pro ty, kteří chtějí opravu provést ručně. Existuje však nevýhoda, která minimalizuje používání těchto zařízení - válce těžkého plynu.

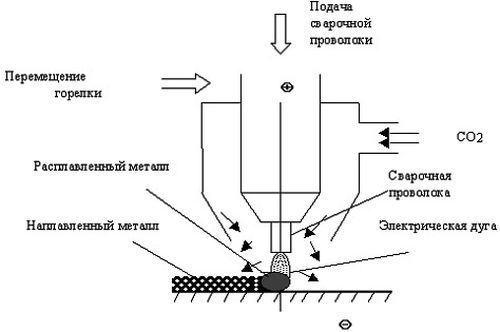
Proces svařování probíhá v ochranném prostředí. Používá inertní plyny: argon, helium, oxid uhličitý. Jejich výběr závislosti na spojovaných kovech. Nejčastěji se svařují konstrukční oceli. Pro ně je použit oxid uhličitý. Čerpá se pod tlakem 55 atm. v balonu vážícím více než 60 kg. Tento typ svařování má proto několik nevýhod:
- Potřeba pravidelného doplňování lahví. Čerpací stanice se nenacházejí v každé vesnici.
- Nízká mobilita. Pro přepravu plynových lahví se vyžaduje konstrukce speciálního zařízení.
- Jednou za několik let je nutné znovu provést prohlídku válce, což přináší časové a finanční náklady.
Svařování pomocí drátu bez oxidu uhličitého je možné, ale kvalita připojení bude velmi nízká. Při práci na nízkých proudech se drát přilepí k povrchu, protože svařovací oblouk bude nestabilní. Při vysokých proudech bude svařovací bazén stříkat a šev bude porézní.
Cesta byla nalezena: uzavření práškového toku uvnitř svařovacího drátu pro poloautomatické zařízení, které se taví tak, aby vytvořilo ochranné prostředí. Takový vodič se svým vnějším parametry neliší od obvyklých a je vhodný pro práci s tažným mechanismem přístroje.

Výhody svařovaného drátu
Kdy bych měl přepnout na svařování drátěným vláknem pro poloautomatický stroj? Při malém množství práce a při příležitostném použití zařízení není třeba zakoupit plynový válec. Ochranné složení tavidla úspěšně nahradí oxid uhličitý. Absence plynového zařízení umožní použití přístrojů MIG a MAG u všech úloh, u kterých byla z pohledu jejich mobility použita střídač MMA.

Svařování s poloautomatickým práškovým drátem poskytuje následující výhody:
- Nedostatek dodatečného vybavení: hadice, převodovky, válce. To vše omezuje svobodu jednání svářeče.
- Použití speciálních toků, které umožňují vytvořit drát pro svařování strukturních, legovaných ocelí a litiny.
- Vyšší výkon ve srovnání s elektrickým obloukovým svařováním.
Nevýhody
Zpočátku byly zařízení MIG a MAG vytvořena pro práci s plynem. Pružný drát pro poloautomatický stroj se objevil později. Čas, kdy byla tato technologie vyvinuta, byla méně, takže má několik nevýhod:
- Křehkost materiálu. Drát je dlouhá tenkostěnná trubka naplněná tokem a natočena do cívky. Při práci s ním je proto nutné vyhnout se manipulaci s ohybem svařovacího pouzdra.
- Přítomnost strusky na povrchu svaru.
- Svařovací bazén není během provozu viditelný díky vrstvě roztaveného toku. Je mnohem obtížnější řídit kvalitu připojení.
- Je obtížné svařovat díly o tloušťce menší než 1,5 mm.
- Vyšší náklady. Cena drátěného drátu pro poloautomatický stroj je více než 3krát vyšší než cena běžného a začíná od 700 rublů. Pokud se domníváme, že spotřeba drátů z drátů je vyšší, pak ekonomický přínos je na straně tradičních materiálů.
- Režimy svařování (síla proudu, rychlost posuvu, polarita) závisí na druhu toku v drátu.
Tvar a složení drátu
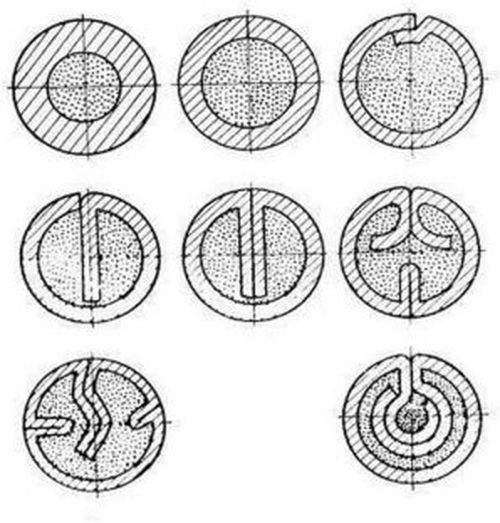
K tomu, aby poloautomatický drát z drátu odolal zatížení přívodního mechanismu, jeho průřez má několik typů:
- jednoduché kolo;
- s vnitřními ohyby;
- vícevrstvé.
Vnitřní dutina je vyplněna tokem složeným z několika látek:
- Komponenty vytvářející strusky. Při roztavení vytvářejí kapalné ochranné médium a chrání svařovací bazén před pronikáním kyslíku do něj. Jsou vyrobeny z drcené křídy, manganové rudy, křemenného písku.
- Slitinové přísady Podle toho, jaký materiál je drát určen pro svařování, přidává se kobalt, chrom, mangan a molybden.
- Rutil Minerál obsahující titan. Nepoužívá se všude. Pouze v drátu určeném pro svařování silikon-manganových, nízkolegovaných a vysoce pevných ocelí.
- Komponenty pro stabilizaci oblouku.
Jak zkontrolovat kvalitu kabelu
U poloautomatického zařízení bez plynu musí splňovat následující požadavky:
- Možnost svařování v libovolné prostorové poloze bez odkapávání strusky.
- Vysoce kvalitní švy s minimální porézností. Nedostatek trhlin a nedostatek penetrace.
- Stabilní spalování elektrického oblouku bez stříkání roztaveného kovu.
- Jednoduchá separace strusky po ochlazení svaru.
Soulad s těmito požadavky je stanoven v tomto procesu. Existují další metody kontroly kvality, které lze kontrolovat v laboratoři: rentgenové vyšetření svaru a jeho zkouška tahem.
Práce s poloautomatickým
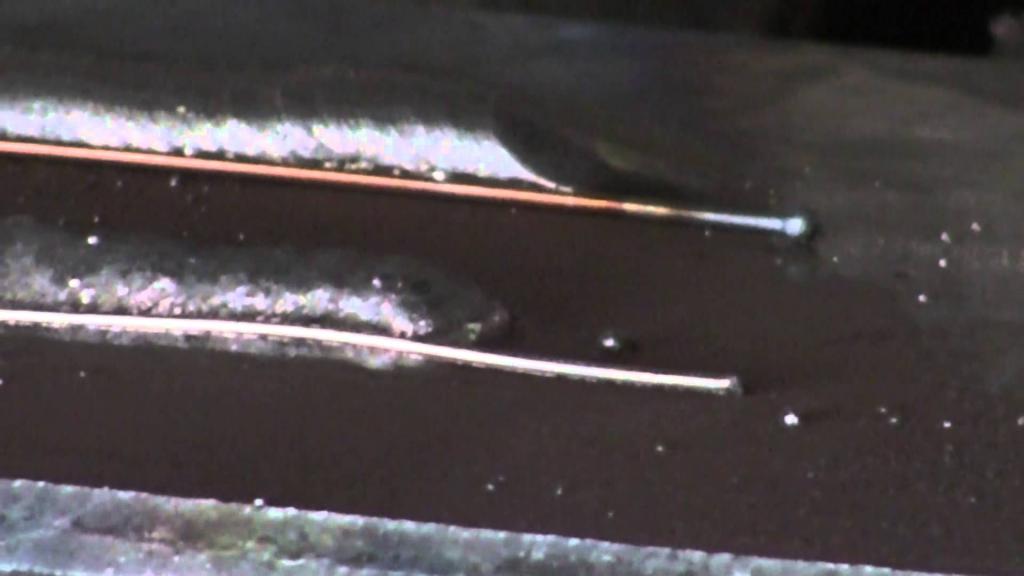
Je jednodušší vařit poloautomatické zařízení v prostředí oxidu uhličitého než práškový drát. Druhá možnost se podobá elektrodovému svařování v povlaku. Zde také musíte vizuálně sledovat roztavenou strusku a kov a být schopni je od sebe odlišit. Kromě toho musíme věnovat pozornost, že struska nepřekročila meze oblouku. V opačném případě se bude rozšiřovat před tryskou přístroje a brání varu.
Navzdory skutečnosti, že drát s jádrem s tavidlem má profil, který jej posiluje, je stále méně odolný než měděný drát potažený ocelí. Proto by měl být používán ve svařovacích strojích se schopností nastavit přítlačnou sílu podávacího válce. Navíc jsou v poloautomatickém provedení dodávány speciální válce s drážkou pro tento spotřební materiál.
Jak získat kvalitní švy
Průměr standardního drátěného drátu pro poloautomatické 0,8 mm. Pro jeho použití ve svislé a horní poloze je zapotřebí vyšší kvalifikace než při svařování oxidem uhličitým. To je způsobeno skutečností, že k tavení toku vyžaduje vyšší teplotu, respektive kov ve svaru získává větší tekutost a tendenci unikat ze svařovacího bazénu. Navíc tavený tok proudí dolů. Stropní a svislé švy proto mohou mít póry a neúplné pronikání.
Při práci s tavidlovým drátem dochází k silnému stříkání. Aby špička svařovací pistole nebyla neustále ucpána struskou a roztaveným kovem, musí být periodicky ošetřena silikonovým postřikem.
Začátečníky je obtížné udělat krásný hladký šev. Pro usnadnění práce je třeba změnit zpětnou polaritu na trati. To znamená, že do svařovacího držáku udělejte mínus a plus hmotě. Na moderních poloautomatických zařízeních je umístěn terminál s drátem, který umožňuje ruční změnu polarity.
Závěry
Závěrem lze říci, že hlavní nevýhodou tohoto spotřebního materiálu je cena. Vodič s plynovým jádrem pro poloautomat bez plynu je vhodný tam, kde je požadována pohyblivost nebo zvláštní vlastnosti svařovacího švu. Ale pokud jsou objemy práce velké, pak použití měděného povlaku v oxidu uhličitém je mimo konkurenci.