Pájecí pasta: jak používat? DIY pájecí pasta
Každý typ elektronické technologie je kombinací desek s plošnými spoji a obvodů, bez nichž není možné fungovat elektronika. Pevnost a spolehlivost pájecích spojů na těchto površích závisí nejen na odbornosti pracovníka, na funkčnosti stroje, ale také na látce použité pro pájení, dodržování pravidel jeho provozu a podmínek skladování.
Obecné informace
Pájecí pasta je pastovitá hmota, která se skládá z mnoha malých částic sférické pájky, tavidla a různých přísad. Proč je potřeba a co s tím dělat?

Pájecí pasty se používají pro povrchovou montáž elektronických součástek pájením na deskách s plošnými spoji, hybridními integrovanými obvody, keramickými substráty. Po nanesení na povrch kompozice zůstává aktivní po dobu několika hodin. Oblast působnosti - průmysl.
Co by mělo být
Pájecí pasta musí splňovat určité požadavky:
- neoxidujte;
- rychle se nerozkládejte do vrstev;
- udržovat viskozitu a lepivost;
- ponechejte pouze odpad po pájení;
- Při vystavení vysokému koncentračnímu zdroji tepla nepokládejte;
- nepoškozují tabule z technického hlediska;
- podléhají tradičním rozpouštědlům.
Charakteristiky
Tvar a rozměry částic pájky
Charakteristiky částic pájky určují, jak se bude pájecí pasta aplikovat na povrch. Sloučeniny s malými částicemi jsou mnohem méně náchylné k oxidaci. Kromě toho, jestliže látka pro pájení má velké částice s nepravidelným tvarem, hrozí blokováním šablony, a proto se při aplikaci způsobí kolaps.
Podíl kovu v kompozici
Tento indikátor určuje tloušťku roztavené pájky, záleží na ní stupeň srážení a roztírání látky pro pájení. Tloušťka sloučeniny po přeformování je přímo úměrná specifické hmotnosti kovu v pastě: čím je vyšší její procento, tím větší je tloušťka sloučeniny po roztavení pájecí pasty. Volba způsobu aplikace také závisí na koncentraci kovu. Pokud tedy pájecí pasta obsahuje v objemu 80%, měla by být použita v procesu šablony, pokud je 90% - dávkováním.
Typ toku v pastě
Ovlivňuje úroveň aktivity látky, přítomnost potřeby mytí. V závislosti na způsobu odstraňování zbytků toku, existují tři skupiny toků:
- Rosin. Hlavním prvkem je vyčištěná přírodní pryskyřice, která je extrahována z borového dřeva. Tavidla z minerálů jsou rozděleny na neaktivované, středně aktivované a aktivované mírně korozivní látky. První jsou charakterizovány minimálními indikátory aktivity, které jsou poměrně snadno čistitelné, poskytují dobré zvlhčení a tekutost pájky a další jsou charakterizovány nejvyššími ukazateli aktivity a nízkou poptávkou.
- Možno umývat vodou. Obsahují organické kyseliny. Použití aktivního toku, který je vodou, je zárukou dosažení dobrého výsledku pájení, zatímco je zapotřebí mytí deionizovanou vodou o teplotě 55 až 65 ° C.
- Vypláchl. Nepotřebujeme mytí. Vyrobeno na bázi pryskyřic přírodních a syntetických typů. Specifická hmotnost pryskyřice v kompozici takových toků je 35 až 45%. Ukazují průměrnou aktivitu, jejich zbytky po pájení nejsou korozní a vodivé a koncentrace pevných precipitátů může dosáhnout maximálně 2%.
Vlastnosti

Viskozita
To není nic jiného než hustota pájecí pasty. Pasta je vybavena schopností měnit stupeň její viskozity pod vlivem mechanického zatížení. Lze jej stanovit pomocí speciálních zařízení: Brookfield viskozimetry a Malcolm. Tento indikátor je zpravidla indikován metodou značení.
Návrh
Pájecí pasty mají schopnost růst po rozložení potisků na povrch. Uvažovaný indikátor by měl být na nízké úrovni, protože výrazné zvýšení velikosti otisků pájky způsobuje přemostění.
Čas pro uložení vlastností
Odráží se v takových indikátorech jako nejdelší doba zdržení látky na šabloně před aplikací nebo po aplikaci, což nezpůsobuje degradaci vlastností. Ve většině případů se hodnota prvního parametru pohybuje v rozmezí 8-48 hodin, druhá - 72 hodin. Tyto údaje zaznamenává výrobce na obalu. A lze jej specifikovat jako jeden parametr (jeden ze dvou) nebo obojí.
Přilnavost
Určuje schopnost pájecí pasty udržovat komponenty SMD na místě po jejich instalaci na povrch a před procesem pájecího procesu. Stupeň lepivosti označuje "životaschopnost" pasty a určuje její trvanlivost. Vypočítá se provedením zvláštního testu, který používá tradiční tester, schopný měřit sílu potřebnou k přesunu prvku určitých hmotnostních parametrů z oblasti pastovité látky různých velikostí.
Přítomnost schopnosti lepidla a jeho úrovně závisí na typu pájecí pasty. Retenční doba je v průměru v rozmezí 4-8 hodin, zatímco maximální rychlost, která je typická pro množství past, může dosáhnout 24 hodin nebo více.
Pájecí pasta: jak používat
Provozní pravidla mohou být rozdělena do tří bloků:
1. Všeobecné podmínky použití:
- místnost, kde se provádí pájení, musí být čistá, není zdrojem nebo místem koncentrace prachu nebo jiných nečistot;
- pro osobní ochranu bezpečnostní brýle pro oči a rukavice pro ruce;
- pro mytí již nanesené pasty z povrchu desky, které chcete aplikovat isopropylalkoholu nebo jiných rozpouštědlových látek.
2. Před otevřením obalu:
- umístěte pastu do místnosti, kde je teplota v rozmezí 22-28 stupňů, a vlhkost - 30-60%;
- před otevřením obalu udržujte pastu při pokojové teplotě nejméně po dobu několika hodin, přičemž uchýlit se k použití umělých metod ohřevu látky je přísně zakázáno;
- během provozu by se měla pájka pravidelně míchat.
3. Po otevření obalu:
- aplikujte přibližně 2/3 celkového množství pájecího prostředku na tkaninu obrazovky;
- Vzhledem k rychlosti výrobního procesu, protože se používá použitá pasta, zbývající pájená látka by měla být přidána v malých částech;
- Po dokončení tisku a pájecí pasty pro povrchovou montáž zůstanou v žádném případě nesmí být smíchány s novým, ale musí být skladovány v samostatné nádobě v chladicím zařízení;
- pokud spojíte práci ne, abyste je mohli pokračovat, můžete použít jak spuštěnou pájecí pastu, tak novou, hlavní podmínkou je smíchat dříve otevřenou pastu v poměru 1: 2 s novou a důkladně promíchat, aby se dosáhlo homogenní hmoty;
- připevnění součástí obvodové desky ve skutečnosti by měla být vyrobena co nejrychleji, se stejným zrychleným tempem, ale později musí zmizet;
- v případě nucené pauzy v práci, která přesahuje 60 minut, by měly být zbytky pájecí pasty (tj. pasta, která byla nanesena na šablonu, ale nebyla plně použita) odstraněna do speciální nádoby a těsně uzavřena;
- za účelem dosažení vysoce kvalitní sítotisku se doporučuje každých 40-45 minut čistit šablonu.

Metody aplikace
Pájecí pasty lze aplikovat dvěma způsoby: proudem kapiček a sítkem. První je založena na použití výdejních stojanů a druhá - na použití tiskových strojů.
Kaplestruyny metoda
Dávkovací tisk je způsob, jak aplikovat pájecí látku tak, že jej "natáčí" prakticky na pokojovou teplotu (asi 30 stupňů) z kazety přes vyhazovač na desku s tištěnými spoji přesně na místě, kde by měla být pasta aplikována, na základě desky plošných spojů. Zásobník je v neustálém pohybu, po souřadnici a úsečce nad povrchem desky s plošnými spoji. Závisí na správnosti použití spájkovací vrstvy. Zásobník se zastaví přesně tam, kde je potřeba, přesně v době, kdy je to nutné, díky řádně fungujícímu pohonnému systému. Doma nemusí být použita vyhazovač a kazeta, ale další dávkovač pájecí pasty - injekční stříkačka.
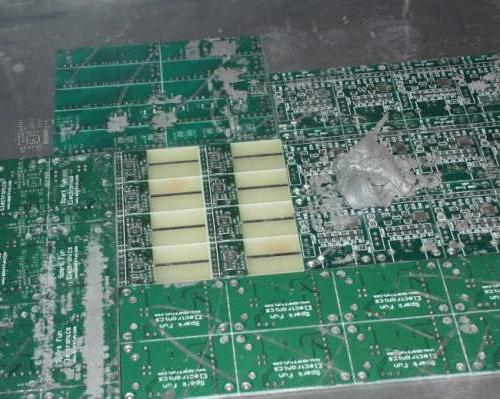
Metoda šablony
To má největší popularitu, znamená použití pasty na pájecí plochu stisknutím otvorů v šablonové tkanině se speciálně navrženým nástrojem - stěrkou. V tomto případě se stěrka pohybuje na povrchu šablony v horizontální poloze.
Pokyny krok za krokem metodou šablony:
- Krok 1. Upevněte plochu pájení (desku) do pracovní oblasti.
- Krok 2. Kombinujte pájecí desku a šablonu s absolutní přesností.
- Krok 3. Stlačte nebo aplikujte požadované množství pájecí pasty na tkaninu obrazovky.
- Krok 4. Naneste pastu přes šablonu pomocí stěrky.
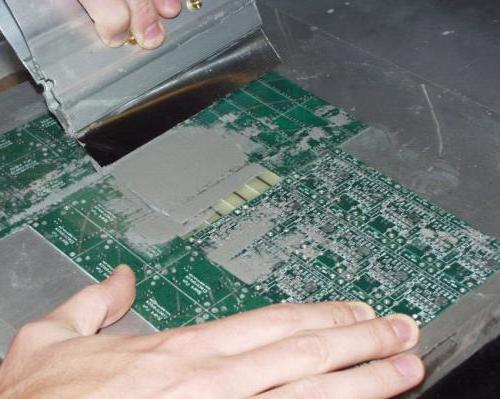
- Krok 5. Zkontrolujte vlastnosti pájky.
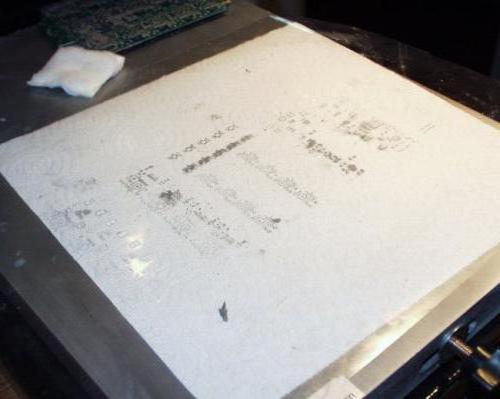
- Krok 6. Odstraňte povrch páječky.
- Krok 7. Vyčistěte šablonu.
Podmínky skladování
Pájecí pasta vyžaduje nejen dodržování provozních pravidel, ale také speciálních podmínek skladování, mezi něž patří především:
- teplota místnosti, ve které je látka skladována, nesmí překročit 25 ° C;
- teplotní rozsah skladování pasty závisí na výrobci a může být v rozmezí 4-10 ° C;
- doba skladovatelnosti pasty při skladování za doporučených podmínek pro směsi s vodou omyvatelnými toky je 3-6 měsíců a s nezmazatelnými - 6-12 měsíců;
- spárování s pájecí pastou by měla být prováděna v místnosti, kde indikátor relativní vlhkosti odpovídá 60-80%.
- počáteční pasty mohou skladovat maximálně 12 hodin;
- aby se snížila míra degradace, která zbyla z předchozího procesu pájení, může být pasta použita v nových pájkových pracích, ale pouze s přidáním nové;
- Banky, kazety a stříkačky s pájkou by měly být skladovány pouze ve svislé poloze se špičkami stříkačky dolů, aby se eliminovala možnost oddělení.
Teplotní podmínky
Pájecí pasty jsou citlivé na hodnoty podstatně nízké a vysoké teploty. Vzhledem k tomu, že základ obsahuje dva materiály s různou hustotou (tok a pájka), považuje se za možné přirozeně rozdělit tok a další složky pájecí hmoty, stejně jako výskyt tenké vrstvy toku nad povrchem. Nalezení pasty pod vlivem vysokých teplot po dlouhou dobu vede k významnému oddělení toku a zbývající pasty, je příčinou vzniku silné povrchové vrstvy toku. Jaký je výsledek? A ukáže se, že pájecí pasta ztrácí své vlastnosti, a proto bude její použití na povrchu chybná. Teplotní rozsah, který je vyšší než 30 ° C, a vůbec způsobuje chemický rozklad pájecí látky.
Při vystavení nízkoteplotním parametrům ztrácí pasta svou schopnost smáčení, protože aktivátory toku se částečně nebo úplně vysráží. Kompozice některých výrobců je ještě možné skladovat při teplotě -20 až + 5 ° C.
Expozice vlhkosti
Nejvíce škodlivé účinky na pájecí pastu nejsou nízké a vysoké teploty, ale vlhkost. Pokud je hladina vlhkosti zvýšena, pájkové koule, které jsou v složení pasty, se začínají oxidovat rychleji, což vede k zbytku aktivátorů toku, aby se vyčistili kuličky, a nikoliv na pájené plochy, jak má být. Když dochází k vniknutí vlhkosti do rozprašovačů, vytvářejí se propojky a pájkové koule, rozprašuje se tavidlo / pájka, elektronické součásti se během procesu pájení přemísťují, retenční doba elektronických součástek se snižuje.
Mohu doma dělat

Může být DIY pájecí pasta vytvořena doma? Samozřejmě ano!
Recept 1
Složení: olej z palmových jader, chlorid amonný (5-10%), hydrochlorid anilinu.
Způsob přípravy: Chlorid amonný a anilin hydrochlorid se smísí s palmojádrovým olejem, dokud se nedosáhne homogenní pastovitá hmota.
Recept 2
Složení: rostlinný olej (100 g), hovězí lůj (300 g), přírodní kalafuna (500 g), chlorid amonný (100 g).
Způsob přípravy: olej, tuk a kalafunová tavenina v široké porcelánové misce ve vodní lázni. Přidejte do směsi směs prášku amoniaku. Důkladně promíchejte, abyste vytvořili pastu.
Recept 3
Složení: chlorid amonný (100 g), minerální olej (900 g)
Způsob přípravy: brousit porcelánové složky v maltě. Skladujte v uzavřené skleněné nádobě.