Weld: označení, GOST
Malá konstrukce není dokončena bez použití svařování, používá se při konstrukci různých typů budov a staveb, od kanceláří až po mrakodrapy. S jeho pomocí se několik složek kombinuje do jednoho. V tomto procesu se vytváří svar. Poskytuje spolehlivost a trvanlivost. Švy mohou trvat dlouhou dobu, jestliže žádné mechanické síly nepoškodí.
Obecné informace
Svazek je schopen spojit různé kovové části, vyrobené nejen z homogenního materiálu, ale také ze slitin. Pro provedení tohoto procesu je však nutné zvolit určitou svařovací technologii a spotřební materiál.  Pracovník, který spojuje součásti, musí mít vysokou kvalifikaci a pracovní zkušenosti. Bere v úvahu zvláštnosti kovu a spojuje ho tak, že při naložení zátěže se nerozpadá.
Pracovník, který spojuje součásti, musí mít vysokou kvalifikaci a pracovní zkušenosti. Bere v úvahu zvláštnosti kovu a spojuje ho tak, že při naložení zátěže se nerozpadá.
Označení písmen
Označení svarů, jakož i jejich typy a místa použití jsou uvedeny v dokumentaci k regulaci. Tyto informace se používají pro různé technické dokumentace. Je uveden ve speciálních učebních pomůckách, které se používají při výcviku svářečů nebo při zlepšování jejich dovedností. Popis hlavních svarů GOST 5264-80. To znamená, že z něj jsou všechny informace pro konzultace.
Typ připojení můžete určit bez pohledu na dokumentaci. Označení svarů na výkresech kdekoli v konstrukci budovy se provádí pomocí označení písmen. Rozlišujte tak typy svarů dopisem:
- "C" - zad;
- "H" - překrývání;
- "T" - tavrovo;
- "U" - úhlový.
Typy stehů
Svazek je klasifikován podle několika kritérií. Takže v podobě konečného průřezu jsou rozděleny:
- Tvarové spoje - při připojení kovových dílů musí být ve stejné rovině;
- roh - produkty musí být v určitém úhlu vůči sobě;
- - při svařování kovových dílů na sebe. V tomto případě se vrchní produkt úplně roztaví a částečně spodní část.
Dalším indikátorem je konfigurace. Sváry (GOST 5264-80) mohou být rovné, zakřivené a prstencové.
Svařování lze provádět několika způsoby. Stojí za zmínku použití kontinuálního švu nebo přerušování. V prvním případě může mít svar délku 300 mm nebo více. Druhá možnost se provádí v extrémních případech, jelikož jsou švy vytvořeny v šachovnicovém vzoru.  Připojení závisí také na technologii provozu. Svařování se provádí s přídavným plynem nebo bez něj.
Připojení závisí také na technologii provozu. Svařování se provádí s přídavným plynem nebo bez něj.
Při provádění stavebních prací může být proveden jiný počet švů. To znamená, že může být jednoduché a vícevrstvé. To se provádí pro posílení spojení a zvýšení jeho pevnostní charakteristiky. Během procesu se na kloubu může vytvořit další tavení. Podle tohoto ukazatele jsou švy klasifikovány jako normální, zesílené a oslabené.
Zpravidla nejsou tyto sloučeniny odděleny. Mohou být prováděny různými způsoby a kombinovat několik typů práce. Záleží na kvalifikaci svářeče a na kvalitě spotřebního materiálu.
Funkce připojení
Kvalita svarů závisí na zvolené technologii provádění, stejně jako na kvalifikaci pracovníka. Kovové části jsou vzájemně spojeny procesem tavení. Při použití obloukového svařování by měly být umístěny ve stejné rovině.
 Takové části mohou mít různé tvary a stav hrany. Ten je zpracován v závislosti na tloušťce prvků. Při připojování výrobků s různou tloušťkou je nutné velkou plochu upravit na menší. V tomto případě bude švů spolehlivý.
Takové části mohou mít různé tvary a stav hrany. Ten je zpracován v závislosti na tloušťce prvků. Při připojování výrobků s různou tloušťkou je nutné velkou plochu upravit na menší. V tomto případě bude švů spolehlivý.
Podle této charakteristiky podle typu okrajů jsou svařované spoje:
- se šikmou hranou (tloušťka švu by měla být 5 mm);
- s křivkou;
- U-tvarovaný lem. Tloušťka švu by měla být od 20 do 60 mm;
- okraj ve tvaru písmene X (tloušťka švu by měla být od 12 do 40 mm).
Charakteristiky připojení
Jedním z hlavních pozitivních vlastností svařovaných spojů je nízké napětí. To znamená, že nejsou vystaveny ohýbání a ničení. To je důvod, proč se tento typ sloučeniny často používá. Kromě toho proces spotřebuje minimální množství kovu. Chcete-li provést vysoce kvalitní svařování, musíte pečlivě provést přípravnou fázi. Podívejme se podrobně na charakteristiky sloučenin různých typů.
Pro získání T-kloubu je nutné upevnit dvě části, které budou umístěny vzájemně vůči sobě kolmo. Označení svarů ve výkresech tohoto typu je reprezentováno písmenem T.
Sváry mohou být umístěny nejen na jedné straně, ale také na druhé straně.
Vše závisí na tom, kde bude aplikováno a jaké požadavky na něj budou kladeny. Tento typ se používá k vytvoření různých sloupců a rámců.
Pokud na určitém místě nebude značná zátěž, použijte úhlový pohled na připojení. Nejčastěji se používá při výrobě různých obalů. V tomto případě musí být splněn následující požadavek: Aby konstrukce trvala delší dobu, nesmí tloušťka kovu přesáhnout 3 mm. Pro výrobu takového spojení je jedna část aplikována pod určitým úhlem vůči druhému a přivařena na obou stranách.  To je zajištěno, aby nedošlo k pádu vlhkosti a poškození konstrukce. Svar ve výkresu je označen písmenem U.
To je zajištěno, aby nedošlo k pádu vlhkosti a poškození konstrukce. Svar ve výkresu je označen písmenem U.
Poslední typ připojení se překrývá, kde jsou součásti navzájem kolmé. Na straně konstrukce je vytvořen švy. Kromě tohoto postupu je nutné zajistit spojení pomocí fixace. To spotřebovává značné množství kovu. V tomto případě by tloušťka konstrukce neměla překročit 12 cm. Aby nedošlo ke zvlhčení uvnitř výrobku, je kov na obou stranách svařen. Označení svarů tohoto typu je na výkresech označeno písmenem "H".
Při výrobě jakéhokoliv švu metodou bodového svařování. Výjimkou je případ, kdy je nutné svařování. Pak je šev kulatý.
Další indikátory
Obloukové svařování lze provádět dvěma způsoby: ruční a mechanizované. Vše závisí na tloušťce kovu. Ruční metodou jsou svary s tloušťkou nepřesahující 4 mm a mechanizovanou metodou - 18 mm. Podrobnosti o velké tloušťce lze zpracovat ručně. Je však nutné dále zpracovávat hranu.
Mezery se mohou tvořit mezi dvěma svařovanými prvky, stejně jako odchylky částí pod určitým úhlem, to znamená, že je vytvořen úhel skosení a drážky. Chcete-li provést vysoce kvalitní švy, musíte správně určit úhel zkosení. Tento indikátor označuje dostupnost oblouku. V závislosti na typu připojení jsou indikátory tohoto úhlu v rozmezí od 20 do 60 stupňů včetně minimální chyby.
Burnout
Při svařování může dojít k popálení. Hlavním důvodem je nevyužitý okraj. Svařování není možné, pokud je vzdálenost mezi oběma kovovými částmi příliš velká.
Chcete-li vybrat způsob vytváření švu, musíte se rozhodnout o materiálu, stejně jako o stupni složitosti. Při stavbě jakékoli stavební dokumentace se provádí dokumentace. Měly by být zahrnuty informace o materiálních nákladech na zpracování kovových dílů. Legendární svary jsou vyznačeny na příslušných výkresech. Mohou být vidět na fotografii níže. 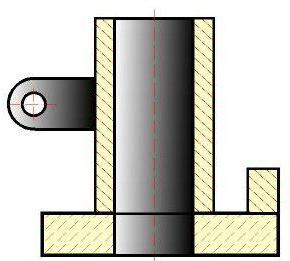
Jak je vidět, odstín detailu se výrazně liší a tloušťka švu (kloubu) je sama o sobě polovina tloušťky ostatních.
Kontrola svaru
Jejich kvalita může být ovládána mnoha způsoby a způsoby. Takže jsou použity následující metody:
- mechanické;
- chemické;
- fyzické;
- externí inspekce.
Nejběžnější je externí kontrola hotové směsi. Jedná se o nejjednodušší a nejlevnější způsob, který nevyžaduje materiálové náklady. Jakýkoli svar podléhá externí kontrole bez ohledu na další operace. Ale můžete provádět další kontroly. S pomocí vnější kontroly jsou určeny mnoha viditelnými vadami, které vznikly v průběhu práce. Díky němu se najdou různé neprovary a přívaly.  Vizuálně jsou téměř neviditelné. Chcete-li je určit, musíte použít speciální zvětšovací sklo, které desetinásobně zvyšuje povrch.
Vizuálně jsou téměř neviditelné. Chcete-li je určit, musíte použít speciální zvětšovací sklo, které desetinásobně zvyšuje povrch.
V průběhu této operace jsou určeny nejenom viditelné vady, ale také se zabývají kontrolou a měřením předem připravených okrajů. Při hromadné výrobě svařovaných spojů byly vyvinuty speciální šablony. Umožňují vám měřit švy v krátké době. Zbývající metody vyžadují finanční investice pro jednotlivé látky a zařízení.
Závěr
Takže jsme zjistili, co je svar. Požadavky na něj jsou docela vysoké, protože je to ten, kdo je zodpovědný za spolehlivé spojení kovových konstrukcí.